




































La marque Milwaukee, réputée pour ses outils de haute qualité, propose également une gamme exceptionnelle dédiée à l’entretien des jardins. Que vous soyez un professionnel du jardinage ou un amateur passionné, les outils Milwaukee sont conçus pour répondre à toutes vos exigences avec efficacité et durabilité.
Les tondeuses Milwaukee offrent une coupe précise et uniforme grâce à leurs lames robustes et leurs moteurs puissants. Elles sont conçues pour une utilisation facile et ergonomique, garantissant un confort optimal même lors de longues sessions de travail.
Ci-dessous la tondeuse que l’on propose dans notre boutique en ligne :
La tondeuse autotractée Milwaukee M18 F2LM46 offre une coupe précise et uniforme. Grâce à la technologie M18 Fuel et au moteur sans balais, elle assure une performance constante et une longue durée de vie.
Son système autotracté et son design ergonomique rendent l’utilisation simple et confortable. La poignée ajustable et le niveau sonore réduit améliorent votre expérience de tonte.
Fabriquée avec des matériaux robustes, cette tondeuse résiste à l’usure. Les deux batteries M18 offrent une autonomie prolongée, idéale pour les grandes surfaces.
La Milwaukee M18 F2LM46 est le choix parfait pour une tonte efficace, confortable et durable. Disponible dès maintenant !
Les débroussailleuses Milwaukee sont idéales pour les travaux de nettoyage les plus difficiles. Équipées de moteurs performants et de têtes de coupe interchangeables, elles assurent un entretien impeccable de toutes les surfaces, des herbes hautes aux sous-bois denses.
Ci-dessous la débroussailleuse et le coupe bordure que l’on propose dans notre boutique en ligne :
La débroussailleuse Milwaukee M18 FUEL™ FBCU offre une puissance impressionnante. Grâce à la technologie M18 FUEL™, elle garantit une performance constante et efficace.
Équipée d’un moteur sans balais POWERSTATE™, cette débroussailleuse assure une durée de vie prolongée et une efficacité maximale. La technologie REDLINK PLUS™ protège contre les surcharges et optimise la performance.
Son design ergonomique et léger facilite la manipulation. Le système de démarrage instantané vous permet de commencer votre travail sans effort. De plus, le manche ajustable offre un confort d’utilisation optimal.
La M18 FUEL™ FBCU est idéale pour divers travaux de débroussaillage. Elle est compatible avec une gamme d’accessoires interchangeables, vous permettant d’adapter l’outil à vos besoins spécifiques.
Avec la batterie M18 REDLITHIUM™, bénéficiez d’une autonomie prolongée. Vous pouvez travailler plus longtemps sans interruption, parfait pour les grandes surfaces.
En résumé, la débroussailleuse Milwaukee M18 FUEL™ FBCU combine puissance, technologie et confort. C’est pourquoi c’est l’outil idéal pour un débroussaillage efficace et sans effort. Disponible ici !
Le coupe-bordure M18™ BRUSHLESS BLLT de Milwaukee offre une puissance optimale. Grâce à son moteur sans balais, il garantit une coupe précise et efficace.
La technologie M18™ assure une performance durable. Le moteur sans balais améliore la durée de vie de l’outil et optimise son efficacité.
Son design léger et ergonomique facilite la manipulation. La poignée ajustable offre un confort maximal, même pour de longues sessions de travail.
La batterie M18™ REDLITHIUM™ fournit une autonomie prolongée. Travaillez plus longtemps sans interruption, idéal pour les grands jardins.
Le coupe-bordure M18™ BRUSHLESS BLLT combine puissance, technologie et confort pour un entretien parfait de vos bordures.
Les souffleurs Milwaukee sont parfaits pour nettoyer rapidement et efficacement les feuilles et les débris. Leur puissance d’aspiration et leur design compact facilitent l’entretien des allées, terrasses et jardins.
Ci-dessous le souffleur que l’on propose dans notre boutique en ligne :
Le souffleur M18 FUEL™ FBL de Milwaukee offre une puissance exceptionnelle. Grâce à la technologie M18 FUEL™, il garantit un débit d’air élevé et constant.
Équipé d’un moteur sans balais POWERSTATE™, ce souffleur assure une longue durée de vie. La technologie REDLINK PLUS™ optimise la performance et protège contre les surcharges.
Son design ergonomique rend l’utilisation confortable. Léger et maniable, il permet un nettoyage rapide et efficace de votre jardin.
Avec la batterie M18 REDLITHIUM™, profitez d’une autonomie prolongée. Travaillez plus longtemps sans interruption.
Le souffleur M18 FUEL™ FBL allie puissance, technologie et confort pour un entretien impeccable de vos espaces extérieurs, c’est pourquoi il est disponible ici !
Les tronçonneuses et élagueuses Milwaukee allient puissance et sécurité pour tous vos travaux de coupe. Leurs chaînes de haute qualité et leurs systèmes de sécurité intégrés permettent de travailler en toute confiance, même sur les troncs les plus robustes.
Ci-dessous la tronçonneuse et l’élagueuse que l’on propose dans notre boutique en ligne :
La tronçonneuse M18 FUEL™ FCHSC est un outil révolutionnaire pour les professionnels. En premier lieu, elle combine puissance et efficacité. Grâce à sa technologie avancée, elle assure des coupes précises et rapides. De plus, elle est alimentée par la batterie M18 REDLITHIUM™, offrant une autonomie exceptionnelle.
Ensuite, cette tronçonneuse est dotée d’un moteur POWERSTATE™ sans balais. Ce moteur robuste prolonge la durée de vie de l’outil et réduit les besoins d’entretien. Par ailleurs, elle est équipée du système de protection REDLINK PLUS™. Ce système prévient les surcharges et optimise la performance.
En outre, la M18 FUEL™ FCHSC se distingue par sa légèreté et son design ergonomique. Facile à manier, elle réduit la fatigue de l’utilisateur lors des travaux prolongés. Enfin, son entretien est simplifié grâce à son système de tension de chaîne sans outil.
Pour conclure, la tronçonneuse M18 FUEL™ FCHSC est l’alliée parfaite pour les travaux exigeants. Elle offre puissance, endurance et confort d’utilisation, répondant ainsi aux besoins des professionnels les plus exigeants. Retrouvez cette tronçonneuse sur notre boutique en ligne.
L’élagueuse M18 FUEL™ HATCHET™ est l’outil idéal pour les professionnels et les amateurs de jardinage. D’abord, elle se distingue par sa puissance et sa précision. Grâce à sa batterie M18 REDLITHIUM™, elle offre une autonomie prolongée pour les travaux intensifs.
Ensuite, cette élagueuse est équipée d’un moteur POWERSTATE™ sans balais. Ce moteur performant garantit une durée de vie prolongée et une maintenance réduite. De plus, le système de gestion REDLINK PLUS™ optimise la performance et protège contre les surcharges.
Par ailleurs, la M18 FUEL™ HATCHET™ est légère et ergonomique. Elle est facile à manier, réduisant ainsi la fatigue lors des utilisations prolongées. En outre, elle dispose d’un système de tension de chaîne sans outil, rendant son entretien simple et rapide.
En conclusion, l’élagueuse M18 FUEL™ HATCHET™ combine puissance, autonomie et confort d’utilisation. Elle répond parfaitement aux besoins des professionnels et des passionnés de jardinage, garantissant des résultats précis et efficaces.
Retrouvez cette élagueuse sur notre boutique en ligne.
Le pulvérisateur de produits chimiques Milwaukee est un outil efficace et polyvalent pour l’application de produits dans diverses situations.
Doté d’une conception robuste et ergonomique, il offre une manipulation confortable et une grande durabilité. Ce pulvérisateur est idéal pour l’application de produits chimiques, d’engrais, de pesticides ou même d’eau pour l’arrosage. Grâce à sa pompe haute performance et à sa buse réglable, il assure une distribution uniforme et précise des produits.
Que ce soit pour les professionnels de l’agriculture, de l’entretien des espaces verts ou les amateurs de jardinage, ce pulvérisateur Milwaukee est un choix fiable et efficace.
Le pulvérisateur pour produits chimiques M12 BHCS3L est un outil indispensable pour les professionnels. Tout d’abord, il offre une solution efficace pour l’application de produits chimiques. Grâce à sa batterie M12 REDLITHIUM™, il garantit une autonomie optimale et des performances constantes.
Ensuite, ce pulvérisateur est équipé d’une pompe puissante et durable. Elle permet une distribution uniforme des produits chimiques, assurant ainsi une couverture complète et précise. De plus, le réservoir de 3 litres est facile à remplir et à nettoyer, facilitant ainsi son utilisation.
Par ailleurs, le modèle M12 BHCS3L se distingue par sa légèreté et son design ergonomique. Il est confortable à utiliser, même lors des travaux prolongés. En outre, sa poignée ajustable et son lance-télescopique offrent une flexibilité d’utilisation remarquable.
Enfin, le pulvérisateur M12 BHCS3L est compatible avec une large gamme de produits chimiques. Que ce soit pour l’entretien des jardins ou des espaces industriels, il répond aux besoins variés des utilisateurs.
En conclusion, le pulvérisateur M12 BHCS3L combine efficacité, autonomie et confort. C’est l’outil idéal pour une application précise et uniforme des produits chimiques, retrouvez le sur notre boutique en ligne.
Le COMBI-SYSTÈME QUICK-LOK™ de Milwaukee est une solution polyvalente et performante pour les travaux extérieurs. Grâce à ses accessoires interchangeables, il répond à une multitude de besoins professionnels. Découvrons ensemble les accessoires disponibles.
Tout d’abord, le BLOC MOTEUR QUIK-LOK™ est le cœur du système. Il fournit la puissance nécessaire à tous les accessoires, garantissant une performance optimale. Conçu pour une utilisation intensive, il assure une durabilité et une fiabilité exceptionnelles.
Ensuite, le TUBE D’EXTENSION QUIK-LOK™ permet d’atteindre des zones élevées sans effort. Il est idéal pour les tâches nécessitant une portée supplémentaire, comme la taille des arbres et des haies.
L’ÉLAGUEUSE QUIK-LOK™ est parfaite pour couper les branches épaisses. Sa chaîne de haute qualité assure des coupes nettes et précises, facilitant ainsi l’entretien des arbres.
La DÉBROUSSAILLEUSE QUIK-LOK™ est un autre accessoire essentiel. Conçue pour les travaux de débroussaillage intensifs, elle est capable de gérer les herbes hautes et les broussailles épaisses. Son moteur puissant garantit une performance optimale.
Pour les haies, le TAILLE-HAIES QUIK-LOK™ est l’outil idéal. Grâce à sa lame à double action, il assure une coupe nette et uniforme. De plus, sa tête pivotante permet d’accéder facilement aux angles difficiles.
Enfin, le BALAI-RACLEUR QUIK-LOK™ est parfait pour nettoyer les surfaces dures. Il élimine efficacement les débris, feuilles et autres saletés, laissant vos espaces extérieurs propres et bien entretenus.
Rivkle, la solution d’assemblage par rivetage : Les Rivkle vous permettent de réaliser des assemblages solides et durables. Avec une gamme de rivets aveugles de haute qualité, vous pouvez compter sur une fixation sécurisée dans de nombreuses applications.
Outils de pose professionnels : Nos outils de pose sont conçus pour garantir une installation facile et précise de nos produits. Ils sont conçus pour simplifier le processus d’assemblage tout en maintenant des normes élevées de qualité et de sécurité.
Qualité, durabilité et performance exceptionnelle : Chez Böllhoff, nous nous engageons à fournir des solutions d’assemblage de la plus haute qualité. Notre gamme de produits est le fruit de décennies de recherche et d’innovation, offrant une durabilité exceptionnelle dans les environnements les plus exigeants.
Faites confiance à Böllhoff pour vos besoins d’assemblage : Leur expertise et leur engagement envers l’excellence garantissent des résultats inégalés.
Qualité et Durabilité : Les Hélicoils sont fabriqués avec précision, garantissant une qualité constante. Ils sont conçus pour résister aux environnements exigeants, aux charges élevées et aux vibrations. Ce qui assure une performance à long terme.
Simplicité d’Installation : Les Héicoils sont faciles à installer grâce aux outils de pose professionnels de la marque. Le processus est simple, rapide et précis, ce qui permet d’économiser du temps et de l’argent.
Polyvalence : Disponibles dans différentes tailles et de types, les Hélicoils s’adaptent à de nombreuses applications, des petites réparations aux projets industriels complexes. Ils sont conçus pour résoudre les problèmes de filetages endommagés de manière efficace.
Avantages Économiques : En réparant plutôt qu’en remplaçant des pièces, les Hélicoils permettent des économies substantielles. Ils prolongent la durée de vie des composants, réduisent les temps d’arrêt et minimisent les coûts de remplacement.
Sécurité et Fiabilité : Avec Böllhoff, vous pouvez avoir confiance dans la sécurité de vos assemblages. Les Hélicoils assurent une fixation solide et préviennent les risques de desserrage ou de défaillance du filetage.
Faites confiance à la Marque de Référence : Böllhoff est depuis longtemps synonyme de qualité et de fiabilité. Leurs Hélicoils sont la solution idéale pour restaurer des filetages de manière efficace et économique.

Résistance et Fiabilité : Les Rivkle sont fabriqués avec une attention méticuleuse aux détails pour garantir une résistance exceptionnelle. Ils assurent la fiabilité de vos assemblages, même dans des environnements exigeants.
Facilité d’Installation : L’un des avantages clés des Rivkle est leur installation simple et rapide. Les outils de pose spécialement conçus facilitent le processus, vous faisant gagner du temps sur le chantier.
Polyvalence d’Application : Les Rivkle s’adaptent à une variété de matériaux et de configurations, ce qui les rend adaptés à de nombreuses industries, de l’automobile à la construction.
Économies et Durabilité : En utilisant des Rivkle Böllhoff, vous économisez sur les coûts de maintenance à long terme. Ils prolongent la durée de vie de vos assemblages, minimisant les besoins de remplacement et réduisant les temps d’arrêt.
En résumé, les Rivkle de Böllhoff sont la réponse à vos besoins d’assemblage par rivetage. Leur combinaison de résistance, de facilité d’installation, de polyvalence et d’économies en font un choix judicieux pour toute application nécessitant une fixation solide et durable.

Facilité d’Utilisation : Leurs outils sont conçus pour être conviviaux, ce qui les rend accessibles à tous. Même les utilisateurs débutants peuvent effectuer des installations avec précision.
Temps et Main-d’Œuvre Économisés : Les outils de pose Böllhoff permettent de gagner du temps sur le chantier. Les opérations d’assemblage sont plus rapides, ce qui réduit les coûts de main-d’œuvre.
Précision Inégalée : La précision est au cœur de leurs outils. Ils garantissent une installation sans erreur, minimisant les risques de défaillance de l’assemblage.
Compatibilité Universelle : Leurs outils sont conçus pour fonctionner parfaitement avec nos gammes de produits, des Héicoils aux Rivkle. Ils sont compatibles avec une variété d’applications, garantissant une flexibilité maximale.
Engagement envers la Qualité : Chez Böllhoff, la qualité est une priorité absolue. Lesoutils de pose sont conçus pour résister à une utilisation intensive tout en conservant leurs performances.

Chacun de ces produits incarne l’engagement envers la qualité, la durabilité et la performance exceptionnelle. Que vous soyez un professionnel de l’industrie ou un bricoleur passionné. Vous trouverez dans notre gamme les solutions d’assemblage dont vous avez besoin.

Outillage KS Tools : Votre Partenaire de Confiance en Outillage de Qualité.
Lorsqu’il s’agit d’outillage de qualité, KS Tools se démarque comme un leader incontesté. Avec une histoire riche et une réputation impeccable, KS Tools offre une gamme d’outils professionnels qui répondent aux normes les plus strictes de l’industrie.
Leur engagement envers l’innovation et la durabilité se reflète dans chacun de leur produit qu’ils fabriquent. Que vous soyez un professionnel de l’automobile, un bricoleur passionné ou un artisan exigeant. Leur outils sont conçus pour répondre à vos besoins les plus exigeants.
Leur catalogue comprend une variété d’outils, des clés à douille aux tournevis, en passant par les équipements de levage et de rangement.
Découvrez l’expérience KS Tools dès aujourd’hui sur notre eshop. Faites confiance à la marque de confiance en matière d’outillage de qualité.


Clés plates : Les clés plates, également connues sous le nom de clés à fourche, sont utilisées pour serrer ou desserrer les écrous et les boulons à têtes hexagonales. Elles sont disponibles dans différentes tailles pour s’adapter à différentes dimensions de boulons et d’écrous.

L’utilisation des clés dynamométriques de la marque KS Tools présente plusieurs avantages :
Précision de serrage : Les clés dynamométriques sont spécialement conçues pour appliquer un couple de serrage précis. Elles sont équipées d’un mécanisme de déclenchement qui vous permet de régler et de contrôler le couple de serrage. Cela garantit que les fixations sont serrées avec précision. En évitant ainsi les sous-serrages ou les sur-serrages qui peuvent endommager les composants.





L’utilisation des outils de vissage de la marque KS Tools présente plusieurs avantages :
Ces tournevis sont conçus pour fournir une prise ferme et un vissage précis.
Jeu de tournevis : KS Tools propose des jeux de tournevis qui regroupent plusieurs tournevis de différentes tailles et types dans un ensemble pratique.
Ces accessoires peuvent améliorer la polyvalence et l’efficacité des outils de vissage.

Les machines Milwaukee sont des outils de qualité supérieure conçus pour offrir des performances exceptionnelles dans une variété d’applications industrielles et commerciales. Voici quelques raisons pour lesquelles vous devriez utiliser les machines Milwaukee :
En utilisant des machines Milwaukee, vous pouvez travailler plus rapidement, plus efficacement et avec une plus grande précision. Les machines Milwaukee sont parfaites pour les travaux de construction, de rénovation domiciliaire, de menuiserie, de plomberie et de nombreux autres domaines. Avec leur puissance, leur polyvalence et leur qualité supérieure, les machines Milwaukee sont un choix intelligent pour tous vos besoins en matière d’outillage.
MILWAUKEE fait partie du groupe Techtronic Industries (TTI) fondé en 1985, un des principaux fournisseurs mondial d’outillage. Depuis 1924, la marque développe la conception et la fabrication d’outils électriques à usage professionnel. Avec +500 modèles d’outils, +3000 accessoires, +500 outils à mains et +100 solutions d’EPI et +100 combinaisons de rangement PACKOUT possible.
MILWAUKEE joue un rôle prépondérant sur la scène internationale du marché de l’outillage électroportatif. Labellisés « HEAVY DUTY », chaque outil est le fruit d’une démarche qualitative associant à la fois les besoins des utilisateurs, une très haute qualité des matériaux, une fabrication à la pointe de la technologie et une ergonomie totalement orientée vers le confort des professionnels.
La plateforme sans-fil MILWAUKEE® M18™ associe la puissance, l’ergonomie et les performances dont les professionnels ont besoin. Avec nos batteries REDLITHIUM-ION™, les technologies brevetées, les moteurs innovants et l’électronique intelligente intégrée, la gamme M18™ offre une autonomie et des performances inégalées avec plus de 215 outils.
La plateforme sans-fil MILWAUKEE® M12™ offre une durabilité et une puissance de pointe dans un format compact pour faciliter le travail dans les endroits exigus. Alimentée par sa batterie REDILITHIUM™, la gamme M12™ dispose de plus de 95 outils uniques qui font d’elle la plus grande gamme sans fil compacte du marché.
Les batteries MILWAUKEE® FORGE™ repoussent les limites de la technologie sans fil. Plus légères, plus performantes et encore plus endurantes, elles offrent une autonomie et une puissance inégalées, même dans les conditions les plus extrêmes. Grâce à une dissipation thermique optimisée et une durée de vie prolongée, les batteries FORGE™ redéfinissent les standards de performance pour les plateformes M18™ et M12™.
Une technologie conçue pour les professionnels les plus exigeants alliant puissance et compacité du moteur grâce à 3 innovations exclusives à MILWAUKEE®, compatible sur les gammes M12™ et M18™.
La première plateforme digitale pour les outils professionnels et les équipements de chantier. En savoir plus : https://fr.milwaukeetool.eu/systems/one-key/
Chaque machines MILWAUKEE est garantie, il suffit d’enregistrer votre machine via le lien : https://warranty.milwaukeetool.eu/fr-fr/home
Ils ont aussi la volonté de vous apporter le meilleur pour la réparation et la maintenance de vos outils. En savoir plus : https://fr.milwaukeetool.eu/service/
La marque Milwaukee a pour domaine de prédilection le milieu de l’outillage électroportatif. Plus particulièrement leur gamme de produits emblématique sans fil 18V. Elle est composée de diverses outils tels que des perceuses, des meuleuses des scies, des perforateurs…
Ils proposent également de nombreux accessoires adaptés aux machines électroportatives. On peut y trouver par exemple des forets, lames de scies, embouts de vissage, des scies cloches…
L’un des principaux points forts de la marque Milwaukee est sa grande qualité. Elle propose nombre de produits performants et robuste permettant un large choix d’outillage au milieu professionnel. Ils utilisent des composants de grande qualité, ce qui leur permet de s’imposer sur le marché de l’international.
La société dispose également d’un large catalogue, ce qui permet une large possibilité de choix aux professionnels dans leurs travaux au quotidien.
Retrouvez le FAQ spécial Milwaukee, il répondra à toutes vos questions : Par ici





Les accidents du travail lors de l’utilisation de disques abrasifs sont d’environ 6 par jour sur le territoire national. Leur gravité est variable, et peut conduire à des invalidités.
80% des accidents avec des disques abrasifs sont dus à une mauvaise utilisation. Des précautions simples permettraient d’en réduire et la fréquence et la gravité.
Selon la Caisse nationale assurance maladie étude 2013-253-CTN novembre 2013, les accidents de meulage ponçage ont été de 1422, en 2012 entrainant 111 incapacités partielles (plus de 2 chaque semaine) et 55735 journées d’arrêt de travail.
Le décret Raffarin rend obligatoire les exigences de sécurité pour toute meule utilisée sur machines électroportatives en France : les meules non conformes sont interdites à la vente, la location, ou la mise à disposition gratuite. La sanction peut aller d’une amende jusqu’à1500€ ou 3000€ en cas de récidive. En cas d’accident, la responsabilité pénale peut être engagée.
Les meules résinoïdes conformes à la norme EN 12413, les disques à lamelles, roues à lamelles ou disques fibre EN 13743, les disques diamants ou meules boisseau diamantées EN 13236, répondent aux exigences du décret. En choisissant ces produits, vous vous mettez en sécurité et en conformité avec la règlementation.
Que dois-je vérifier sur ces produits?
Le risque le plus souvent rencontré vient d’un geste inapproprié : après avoir effectué une coupe avec un disque fin, l’opérateur peut être tenté de procéder à un rapide meulage de finition avec le plat du disque, ceci détruit la structure interne du disque, et peut conduire à son éclatement ultérieur.
Certains disques existent avec une structure renforcée évitant ce risque lorsque l’utilisateur effectue ce geste.
Quelle est la durée de vie recommandée pour un disque?
Si le disque est toujours utilisé sur une machine fonctionnant à la même vitesse, nous vous recommandons de changer le disque une fois réduit à la moitié de son diamètre d’origine.
Attention, ne remontez jamais un disque de grand diamètre sur une machine plus petite sous prétexte d’économie. Vous vous mettriez en danger. En effet, la vitesse de rotation maximum du disque serait inférieure à celle de la machine et le disque risquerait d’exploser en provoquant de graves blessures.
Comment puis-je savoir la durée de vie d’un disque s’il n’y a pas de date de fabrication indiquée dessus?
Cela concerne les disques de tronçonnage à liant résine renforcés plats ou à moyeu déporté, pour meuleuse d’angle ou machine thermique.
La date limite d’utilisation est inscrite sur le disque, la plupart du temps sur la bague métallique. Elle figure sous la forme suivante : V../AA ou V../AAAA. Exemple: V01/18 ou V01/2018 signifie que le disque ne doit pas être utilisé après le 1er trimestre 2018.
Au-delà de cette date, la structure du disque peut être affaiblie et le disque risque d’éclater, provoquant de graves blessures.
Détruisez les disques dont la date est dépassée. Cassez-les physiquement pour éviter qu’ils soient utilisés par un tiers.
Comment manipuler et stocker les meules?
Comment monter une meule sur la machine?
Que faire d’une meule après utilisation?
Lorsque j’utilise une meuleuse d’angle, est-ce que le carter est le même pour tronçonner et pour poncer?
Non, le carter sera différent. On utilise un carter dit “fermé”, c’est-à-dire couvrant les deux côtés du disque, pour la coupe. Pour le ponçage, on utilise un carter dit “ouvert”. Voir sur les schémas ci-dessous.
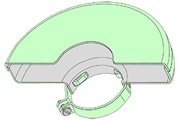
Carter fermé pour tronçonnage
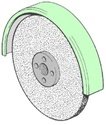
Carter ouvert pour ponçage
Attention, n’utilisez jamais une machine sans carter. En effet, en l’absence d’un carter de protection, ou en utilisant carter inadapté, vous vous exposez à l’éjection de particules, étincelles ou débris en cas de rupture de la pièce ou du disque. De graves blessures peuvent en être la conséquence.
Terminologie: les meules renforcées à liant résine sont également appelées disque à tronçonner, meules flex, disques flex, meules bakelite…
Une utilisation incorrecte des meules renforcées à liant résine peut se révéler extrêmement dangereuse: les meules tournent à 80 m/s sur les meuleuses d’angle et peuvent éjecter des pièces à une vitesse de 288 km/h en cas de rupture.
Terminologie: les disques diamant sont également appelés disques à tronçonner diamant/diamantés, meules diamant/diamantées pour le tronçonnage ou lames diamant/diamantées.
Une utilisation incorrecte des disques diamant peut se révéler extrêmement dangereuse car les outils peuvent éjecter des pièces à une vitesse de 288 km/h en cas de rupture.
Ces recommandations concernent les disques diamant pour les meuleuses d’angle de diamètre maximal 230mm et sont valables uniquement pour la coupe rectiligne et les disques diamant plats à jante continue ou segmentée.
Celles ci peuvent également être appelées meules agglomérées renforcées, disques d’ébarbage à moyeu déporté, disques flex à moyeu déporté, disques coolie hats, meules rondello…
L’utilisation incorrecte d’une meule renforcée à liant résine peut être très dangereuse: les meules tournent à 80 m/s sur les meuleuses d’angle et peuvent projeter des pièces à une vitesse de 288 km/h en cas de rupture.
Ces meules destinées à l’enlèvement de matière génèrent plus de poussières, étincelles et fumées que les meules de découpe.
Ne pas forcer sur le disque à lamelles, travailler avec un angle de 30°
Que dois-je vérifier sur ces produits?
Une utilisation incorrecte des disques en fibre vulcanisée peut être dangereuse: ils fonctionnent à 80 m/s sur les meuleuses d’angle, et en cas de rupture ils peuvent projeter des pièces à une vitesse de 288 km/h
Ces recommandations concernent les disques en fibre vulcanisée pour le ponçage, aussi appelé arasage, avec des meuleuses d’angle. Il peut s’agir de disques avec alésage simple ou à encoches. Leur contour peut être circulaire ou façonné dans différentes formes.
Que dois-je vérifier sur ces produits?
Terminologie: Les meules sur tige peuvent être agglomérées, avec des liants résine ou vitrifiés, appliquées ou non-tissées. Elles sont fixées sur la machine par une tige intégrée dans la meule.
Une utilisation incorrecte des meules sur tige peut être dangereuse : elles tournent à une vitesse allant jusqu’à 63 m/s sur les meuleuses droites, et en cas de rupture elles peuvent projeter des pièces jusqu’à une vitesse de 227 km/h.
Comment monter une meule sur la machine?
Terminologie: les disques plats à liant résine s’appellent également meules plates ou meules de type 1. Elles peuvent être non-renforcées pour les vitesses jusqu’à 50 m/s, et renforcées pour les vitesses de 63 m/s et 80 m/s. Les meuleuses droites doivent être équipées d’un carter pour les produits d’un diamètre de plus de 55 mm.
Une utilisation incorrecte des disques plats à liant résine peut être dangereuse: les disques tournent à une vitesse allant jusqu’à 80 m/s sur les meuleuses droites, et en cas de rupture ils peuvent projeter des pièces à une vitesse allant jusqu’à 288 km/h.
Comment manipuler et stocker les disques?
Comment monter un disque sur la machine?
Décret DGCCRF relatif à la sécurité des produits abrasifs rotatifs sur machines électro-portatives.
Le Décret Raffarin publié le 25 février 2003 rend obligatoire les exigences de sécurité et de marquage pour tous les disques ou meules agglomérés et diamants, plats et à moyeu déporté, utilisé sur machines électroportatives sur le territoire français (Lien vers le site du SNAS): il est strictement interdit de vendre, mettre en location ou à la disposition des utilisateurs grands public et professionnels, y compris gratuitement, des disques pouvant être utilisés sur machine électroportative (meuleuse d’angle ou meuleuse droite, tronçonneuse, découpeuse ou scie électroportative, disqueuse) qui ne soient pas conformes au décret Raffarin. Les contrevenants s’exposent à une amande de 1.500€ par infraction constatée (par produits contrevenant), 3.000€ / produit en cas de récidive. En cas d’accident, la responsabilité pénale aggravée peut être engagée pour mise en danger de la vie d’autrui.
Les produits conformes aux normes EN 12413 (abrasifs agglomérés) et EN 13236 (outils et disques diamant ou cBN) sont réputés être conformes à la réglementation française. En effet, ces normes de sécurité européennes montrent que le fabricant a respecté les exigences les plus strictes édictées par ces normes, dans la conception et la fabrication, pour réduire les risques et assurer la sécurité des utilisateurs. Les dernières révisions de ces normes sont prises en compte par les autorités : NF EN 12413+A1 (mai 2011) et NF EN 13236 (janvier 2011). Les outils doivent également comporter les pictogrammes de sécurités (équipements de protection individuels).
En achetant, louant, et en utilisant des produits conformes à la norme EN 12413 ou EN 13236, vous vous mettez en sécurité et en conformité avec la règlementation française.
ACCIDENTS DU TRAVAIL 2012 TOUTES BRANCHES D’ACTIVITES | ||||||||
N° | origine | accidents | nb IP | nb morts | nb jours arret | gravité | ||
8 | Véhicules(sauf char.manut ) | 20 522 | 1 900 | 132 | 1 514 884 | 1 | ||
2 | Chutes avec dénivellation | 71 925 | 6 239 | 52 | 6 033 760 | 2 | ||
5 | Objets en mvt accidentel | 28 747 | 1 453 | 33 | 1 193 652 | 3 | ||
98 | Divers,incendies,rixes | 35 547 | 1 987 | 19 | 2 170 099 | 4 | ||
6 | Appareils,levage,manutention | 19 511 | 1 301 | 17 | 1 220 452 | 5 | ||
1 | Accidents de plain-pied | 157 777 | 9 470 | 15 | 9 666 022 | 6 | ||
3 | Objets en cours de manip. | 174 968 | 10 182 | 14 | 9 640 334 | 7 | ||
27 | Matériels/engins terrassement | 974 | 114 | 9 | 84 028 | 8 | ||
4 | Objets en cours de transport | 46 715 | 2 399 | 6 | 2 749 963 | 9 | ||
39 | Electricité | 726 | 59 | 5 | 43 619 | 10 | ||
28 | Machines autres que 11 à 27 | 1 719 | 196 | 2 | 103 463 | 11 | ||
19 | Machines à percer métaux | 1 609 | 179 | 2 | 75 729 | 12 | ||
38 | Matières explosives | 142 | 27 | 2 | 12 623 | 13 | ||
36 | Vapeurs,gaz,poussières | 647 | 20 | 2 | 15 910 | 14 | ||
29 | Machines non précisées | 2 415 | 267 | 1 | 157 909 | 15 | ||
7 | Apparaux,levage,amarrage | 1 911 | 131 | 1 | 102 886 | 16 | ||
22 | Machines et matériel à souder | 1 356 | 40 | 1 | 26 029 | 17 | ||
31 | Outils individuels à main | 31 146 | 1 044 | 0 | 778 087 | 18 | ||
18 | Scies | 5 213 | 511 | 0 | 221 509 | 19 | ||
30 | Outils mécan. tenus à la main | 6 661 | 446 | 0 | 277 169 | 20 | ||
20 | Machines à percer le bois | 655 | 135 | 0 | 36 626 | 21 | ||
17 | Machines à couper(sauf scies) | 1 849 | 111 | 0 | 60 846 | 22 | ||
21 | Machines à meuler,poncer | 1 422 | 111 | 0 | 55 735 | 23 | ||
35 | Appareils avec prod. caustiques | 2 632 | 76 | 0 | 61 141 | 24 | ||
24 | Machines à remplir,emballer | 797 | 75 | 0 | 34 128 | 25 | ||
33 | Appareils avec produits chauds | 3 678 | 64 | 0 | 78 469 | 26 | ||
15 | Machines à presser,mouler | 427 | 63 | 0 | 29 812 | 27 | ||
32 | Appareils à pression | 493 | 59 | 0 | 22 595 | 28 | ||
16 | Machines à cylindres | 321 | 54 | 0 | 21 122 | 29 | ||
10 | Organes de transmission | 317 | 50 | 0 | 22 880 | 30 | ||
12 | Machines à malaxer | 326 | 45 | 0 | 22 533 | 31 | ||
14 | Presses mécaniques et pilons | 276 | 41 | 0 | 19 279 | 32 | ||
11 | Machines à broyer | 154 | 25 | 0 | 10 214 | 33 | ||
9 | Machines fournissant énergie | 188 | 21 | 0 | 11 804 | 34 | ||
37 | Matières combustibles,flamme | 323 | 17 | 0 | 17 142 | 35 | ||
23 | Machines à riveter,coudre | 265 | 16 | 0 | 8 306 | 36 | ||
26 | Machines de filature,tissage | 76 | 13 | 0 | 5 268 | 37 | ||
25 | Machines à effilocher,battre | 7 | 4 | 0 | 873 | 38 | ||
34 | Appareils et installations frigo. | 22 | 3 | 0 | 1 703 | 39 | ||
13 | Machines à cribler,tamiser | 71 | 2 | 0 | 2 922 | 40 | ||
40 | Rayonnements ionisants ou non | 15 | 1 | 0 | 288 | 41 | ||
99 | Déclarations non classées | 16 346 | 1 185 | 245 | 1 211 315 | |||
Quelles mesures de sécurité faut-il prendre quand on utilise une meuleuse portative?
Que faut-il éviter de faire quand on utilise une meuleuse portative?
Éloigner toutes matières de la meule lorsqu’on n’utilise pas cette dernière
Vous avez une problématique de sécurisation , vous avez besoin de précisions, d’un devis :
contactez nous au 02 43 33 11 22 ou via la page de contact du site.
Soazig vous propose de devancer les intrus ou les imprudents et les malveillants en utilisant une large gamme d’attaches et fixations antivol ou anti-vandales; ces fixations de sécurité inviolables et inaltérables ont des utilisations multiples, et pour certaines nécessitent des outils spécifiques, voire dédiés.
La nécessité de se protéger contre le vol, le vandalisme et la modification illégale de fixations, la protection d’applications sensibles pour éviter un démontage intempestif par un opérateur non formé, deviennent essentiels dans beaucoup de spécifications de conception.
Les fixations de sécurité sont très largement utilisées dans nombre d’applications, des stades de sport aux téléphones portables. Les fixations de sécurité jouent un rôle important dans les secteurs suivants:
Mairies | Aéroports | Hôpitaux |
Prisons | Transport public | Musées |
Automobile | Fabrication | Industrie |
Mobilier urbain | Ministère de la Défense | Produits de sécurité |
Construction | Grillage | Vol à l’étalage |
Écoles | Signalisation | Stades sportifs |
Quincaillerie architecturale | Aires de jeux | Mobilier urbain |
ArchitectureOn utilise des fixations de sécurité dans nombre de projets architecturaux, | et beaucoup d’autres.. |
Vis métaux, vis tôle, vis de reliure, chevilles d’ancrage
Ecrous auto-cassants, contre-écrous, Ecrous à montage permanents ou démontables avec outillage très particuliers (Kinmar®, SCROLLtm)
Empreintes à téton pour hexagonales creuses, pour Torx 6 lobes, pour Torx 5 lobes
Empreinte « sens unique » à fente ou pozydriv, têtes 3 pans, têtes ovales
Ecrous et Empreintes dédiées réalisables pour une application ou un client : SOLOK®.
Découvrez ci dessous les plus de 20 modèles possibles :
vous avez besoin de précisions, d’un devis : contactez nous au 0243331122 ou via la fiche contact du site.
SNAKE EYESVis tête avec 2 TrousINOX A2 |  |
RESISTORX®Vis Torx à tétonInox A2 Vis métaux tête fraisée à téton |  |
RESISTORX®Vis Torx à téton autoperceusesAcier Delta Protekt® Sur demande |  |
PowerSIXVis Taptite(métrique trilobée autoformeuse) tête ronde bombée 6 lobes Powersix™, différente de l’empreinte Torx uniquement 1 dimension 8×35 pour fixation de clotures grillagées |  |
ARMOUR RING®CAPOTAGE DE TETES DE VIS OU D’ECROUSA frapper par-dessus la tête de vis ou l’écrou Permet de protéger des installations déjà existantes. |  |
Ecrou relieur Torx à tétonINOX A2 Sur demande |  |
Vis tête hexagonale creuse Torx à téton,Inox A2 Vis métaux FHC à téton tête fraisée Vis métaux BHC à téton tête bombée CHC, Pièces spéciales sur demande |  |
Vis fente à sens uniqueOne wayautres modèles sur demande |
|
Ecrous autocassants Inox A2Acier Zingué, acier galva sur demande |  |
Vis autocassantesTête hexagonale, il reste un dôme Tête fraisée sur demande, il n’apparait plus qu’une surface plate affleurante. |  |
TUFNUT® Ecrou ou contre-écrouUtilisable comme écrou, ou contre-écrou, nécessite d’en avoir un autre placé en opposition pour montage ou démontage avec clé standard Sur demande |  |
Kinmar® Removable security Nut /Bolt se monte et se démonte avec une douille spéciale ACIER INOXA2 Sur demande |  |
Fixation PermanenteKinmar®Permanent Security Nut /BoltEcrou ou vis se monte avec douille spéciale, et est indémontable ACIER OU INOX A2 Sur demande |  |
NOGO®CAPOTAGE DE TETES DE VISOU DE GOUJON ACIER ZINGUE Sur demande |  |
SCROLLtm NUT /BOLTOutil avec douille à bille Ecrou , ou vis inox |  |
Vis Pozydriv SENS UNIQUEACIER ZINGUE |  |
Vis SOLOK®Empreinte dédiée à 1 seul clientEmpreintes multiformes autour d’un téton 1 MODELE PAR CLIENT avec outil spécifique Sur demande à partir de 2500 pièces |  |
Vis Torx Plus® 5 lobesInox A2
|  |
Vis 3 pansINOX A2 Sur demande |  |
Bouchon InoxA insérer dans la tête d’une vis bombée hexagonale creuse iso7380 (BHC) |  |
  | |
Boulons et goujons d’ancrage inviolablesAcier zingué, inox Sur demande |  |
Une vis se définit par :
Les plus usuelles sont les normes DIN et ISO pour les pas métriques, et ANSI pour les cotes en inches
4.6 5.6 6.8 8.8 10.9 12.9
Le premier chiffre correspond à 1/10 de la valeur de la résistance minimale à la traction exprimé en daN par mm2 de section du noyau de la vis. Les vis sont en standard réalisées avec une tolérance 6g.
1daN=1,02kgf
D’où les appellations courantes : 40Kgf, 50Kgf, 60Kgf, 80Kgf, 100Kgf, 120Kgf
A noter le « B7 » est une norme spécifiant une capacité d’allongement plus importante, pour résistance correspondant à 90Kgf jusqu’au diamètre 60mm et du une classe de résistance 8.8 au-delà.
Le second chiffre est 10 fois le coefficient à appliquer à la résistance pour obtenir la limite élastique à la traction.
Exemple CHC diamètre 10 – longueur 50 en classe 12.9
(Traditionnellement appelée 120KG)
Section du noyau : 58 mm2
Résistance à la traction : 58*12*10 = 6960 daN
Limite élastique : 6960*0,9 = 6264 daN
L’utilisation de la vis doit se situer à une valeur maxi appelée Charge d’épreuve égale à 90% de cette limite élastique.
Soit dans cet exemple : 6264*9/10 = 5638daN
Les vis inox A2 et inox A4 ont généralement une résistance mécanique ) la traction de 70Kg, jusqu’au diàmètre 20, et seulement de 50kg au à partir du diamètre 22..
L’inox A4-80 a une résistance de 80Kg .
| Classe | Rupture Rm (MPa) | limite Elastique Re (MPa) |
| ASTM A325 | 720 | 550 |
| ASTM A490 | 1030 | 895 |
| SAE grade 5 | 820 | 580 |
| SAE grade 8 | 1030 | 820 |
TABLEAU DES CARACTERISTIQUES MECANIQUES |
|
| ||||
Classe 8 . 8 | Classe 10 . 9 | Classe 12 . 9 | INOX A2 ou A4 70 | INOX A4 80 | ||
Dureté HRC minimum | 22 | 32 | 39 |
|
| |
Dureté HRC maximum | 32 | 39 | 44 |
|
| |
| Diamètre | daN mm2 de section |
|
| ||
Charge d’épreuve | <16mm >16 mm | 58 60 | 83 | 97 | ||
Limite élastique minimum | <16mm >16 mm | 64 66 | 94 | 110 | < 22MM 50 >=22MM 25 | 60 |
Charge minimum de rupture | <16mm >16 mm | 80 83 | 104 | 122 | ||
|
CLASSE 8.8 |
||||||||||||||||||
| Diamètre m/m |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
27 |
30 |
33 |
36 |
39 |
| Pas m/m |
0,50 |
0,70 |
0,80 |
1,00 |
1,25 |
1,50 |
1,75 |
2,00 |
2,00 |
2,50 |
2,50 |
2,50 |
3,00 |
3,00 |
3,50 |
3,50 |
4,00 |
4,00 |
| Section Résistante mm2 |
5,03 |
8,78 |
14,20 |
20,10 |
36,60 |
58,00 |
84,30 |
115,00 |
157,00 |
192,00 |
245,00 |
303,00 |
353,00 |
459,00 |
581,00 |
694,00 |
817,00 |
976,00 |
| Charge d’épreuve daN |
292 |
510 |
823 |
1160 |
2120 |
3370 |
4890 |
6670 |
9100 |
11500 |
14700 |
18200 |
21200 |
27500 |
33700 |
41600 |
49000 |
58600 |
| Limite élastique daN |
322 |
562 |
909 |
1286 |
2342 |
3712 |
5395 |
7360 |
10048 |
12288 |
15680 |
19392 |
22592 |
29376 |
37184 |
44416 |
52288 |
62464 |
| Rupture mini daN |
402 |
702 |
1135 |
1610 |
2920 |
4640 |
6740 |
9200 |
12500 |
15900 |
20300 |
25200 |
29300 |
38100 |
46600 |
57600 |
67800 |
81000 |
|
CLASSE 10.9 |
||||||||||||||||||
| Pas m/m |
0,50 |
0,70 |
0,80 |
1,00 |
1,25 |
1,50 |
1,75 |
2,00 |
2,00 |
2,50 |
2,50 |
2,50 |
3,00 |
3,00 |
3,50 |
3,50 |
4,00 |
4,00 |
| Section Résistante mm2 |
5,03 |
8,78 |
14,20 |
20,10 |
36,60 |
58,00 |
84,30 |
115,00 |
157,00 |
192,00 |
245,00 |
303,00 |
353,00 |
459,00 |
581,00 |
694,00 |
817,00 |
976,00 |
| Charge d’épreuve daN |
417 |
729 |
1179 |
1668 |
3038 |
4814 |
6997 |
9545 |
13031 |
15936 |
20335 |
25149 |
29299 |
38097 |
48223 |
57602 |
67811 |
81008 |
| Limite élastique daN |
473 |
825 |
1335 |
1889 |
3440 |
5452 |
7924 |
10810 |
14758 |
18048 |
23030 |
28482 |
33182 |
43146 |
54614 |
65236 |
76798 |
91744 |
| Rupture mini daN |
523 |
913 |
1477 |
2090 |
3806 |
6032 |
8767 |
11960 |
16328 |
19968 |
25480 |
31512 |
36712 |
47736 |
60424 |
72176 |
84968 |
101504 |
|
CLASSE 12.9 |
||||||||||||||||||
| Pas m/m |
0,50 |
0,70 |
0,80 |
1,00 |
1,25 |
1,50 |
1,75 |
2,00 |
2,00 |
2,50 |
2,50 |
2,50 |
3,00 |
3,00 |
3,50 |
3,50 |
4,00 |
4,00 |
| Section Résistante mm2 |
5,03 |
8,78 |
14,20 |
20,10 |
36,60 |
58,00 |
84,30 |
115,00 |
157,00 |
192,00 |
245,00 |
303,00 |
353,00 |
459,00 |
581,00 |
694,00 |
817,00 |
976,00 |
| Charge d’épreuve daN |
488 |
852 |
1380 |
1950 |
3550 |
5630 |
8180 |
11200 |
15200 |
18600 |
23800 |
29400 |
34200 |
44500 |
54400 |
67300 |
79200 |
94700 |
| Limite élastique daN |
553 |
966 |
1562 |
2211 |
4026 |
6380 |
9273 |
12650 |
17270 |
21120 |
26950 |
33330 |
38830 |
50490 |
63910 |
76340 |
89870 |
107360 |
| Rupture mini daN |
614 |
1070 |
1730 |
2450 |
4460 |
7080 |
10300 |
14000 |
19200 |
23400 |
29900 |
37000 |
||||||
Celle-ci est mesurée par le nombre d’heures de tenue au brouillard salin HBS (jusqu’à apparition de rouille blanche)
| traitement | tenue au brouillard salin |
| Acier brut | 8 HBS |
| Acier zingué blanc 4 microns | 24 HBS |
| Acier Zingué bichromaté 4 à 8 microns | 96 HBS |
| Acier Zingué bichromaté 12 microns | 200 HBS |
| Acier zingué blanc revêtu lanthane | 200 HBS |
| Dacromet 320 ou 500 A | 450 HBS |
| Dacromet 500 B | 1000 HBS |
| Geomet 321 ou 500 A | 500 HBS |
| Geomet 321 ou 500 B | 1000 HBS |
| Zinc Nickel | 600 HBS |
Galvanisation à chaud 60µ,techniquement les tets au brouillard salin ne peuvent s’appliquer à ces revêtements. Des cartes géographiques indiquent la diminution moyenne d’épaisseur de zinc dans le temps selon les régions, par facilité on peut le comparer à du 600 HBS.
Le revêtement électrolytique de zing fragilise les vis en acier résistant de classe supérieure à 10.9, par imprégnation d’hydrogène dans le métal.
Ces pièces doivent donc impérativement subir un dégazage pour ne pas courir de risque de rupture des vis après serrage.
La norme ROHS interdit le chrome 6 dans les applications devant faire l’objet d’un recyclage.
Les traitements Bichromatés et Dacromet sont donc de plus en plus remplacés par Zn + Lanthane ou Geomet ou autres applications spécifiques de zinc lamellaires.
Les écrous usuels de hauteur >= 0,8 d sont désignés par un nombre indiquant la classe de qualité maximale des vis avec lesquels ils peuvent être assemblés.
Exemple : Un Ecrou de classe 10 se monte sur vis de classe 10.9.
En norme ISO, en dehors des simples changements de cotes sur plats (comme pour les vis à tête hexagonales) pour les diamètres 10 , 12 , 14 et 22 , la norme introduit une augmentation de la hauteur des écrous afin de mieux garantir la résistance à l’arrachement.
Les écrous de hauteur >= 0.8 d de classe >= à celle de la vis, permettent en cas de serrage trop intense, dans un certain nombre de cas une déformation de la vis (ce qui devient visible) alors qu’un arrachement de filets de l’écrou ne le serait pas.
De ce fait des écrous de classe de qualité supérieure sont en mesure d’être substitués à un des écrous de qualité inférieurs qui ne seraient pas disponibles.
Lors d’un montage “à sec” de vis non lubrifiées 90% de l’effort fourni à travers le couple de serrage est utilisé à vaincre les frottements de la tête de la vis sur la surface de la matière, et les frottements des filets. seul 10% de cet effort est transformé en force de traction sur l’ensemble vis-écrou (ou taraudage).
Les différents niveaux de lubrification peuvent modifier considérablement le niveau des frottements. Ainsi si ceux-ci pouvaient être réduits à 80% cela se traduirait pour un même couple de serrage par un doublement de la force exercée entre la tête de vis et l’écrou, ce qui appliqué sans discernement pourrait conduire à la rupture de la vis.
Le couple de serrage est donc fonction de la résistance de la vis, de l’état de lubrification de l’ensemble vissé, traduit par le coefficient de frottement “µ”, mais aussi de la matière à serrer, matière dure, matière sujette à tassement, matière ou montage élastique, et aussi par la précision de l’outil utilisé. Pour éviter de subir une déformation pour une rupture de la vis, il est déconseillé de serrer au delà de 90% de la résistance élastique.
La tension à appliquer dans la vis doit donc être comprise entre :
La norme E 25 030 donne pour différents niveaux de lubrification, pour les différentes classes d’acier, et pour 4 niveaux de précision de l’outil des valeur de serrage à 85% de la résistance élastique.
Précision des outils de serrage :
Mise oeuvre de l’assemblage :
Pour une meilleure répartition des contraintes il est recommandé de disposer de 6 pas au dessus de l’écrou, et de 2 pas libres dépassant de l’écrou,
dans un taraudage, la longueur prise doit être au moins de 1 d (diamètre de la vis) dans l’acier, 1,5 d dans la fonte et les alliages de cuivre, 2d dans l’aluminium et ses alliages, pour pallier un manque de place ou d’insuffisance de résistance des matériaux l’utilisation d’un filet rapporté est nécessaire.
Le tableau ci dessous indique les valeurs recommandées pour le cas précis suivant :
L’utilisation de ce tableau n’engage pas la responsabilité de Ouest Fixation, il vous faut pratiquer en respectant les normes applicables. La norme E 25030 indique précisement pour différents cas le couple et les forces mini maxi à exercer.
| VIS OU BOULONS ACIER | VIS OU BOULONS INOX | ||||||
| Couple Nm (Coefficient de frottement moyen µ = 0,15) | Serrage A 80% de la limite élastique | ||||||
| Serrage à 85% de la limite élastique | |||||||
| DIAMETRE | PAS DE VIS | ACIER CL8.8 | ACIER CL10.9 | ACIER CL12.9 | INOX 50KG | INOX 70KG | INOX 80KG |
| M 1,6 | 0,35 | 0,19 | 0,24 | 0,29 | 0,12 | 0,16 | 0,19 |
| M 2 | 0,4 | 0,38 | 0,49 | 0,58 | 0,24 | 0,32 | 0,4 |
| M 2,5 | 0,45 | 0,75 | 0,95 | 1,2 | 0,48 | 0,72 | 0,77 |
| M 3 | 0,5 | 1,16 | 1,7 | 2 | 0,88 | 1,28 | 1,41 |
| M 3,5 | 0,6 | 2,2 | 3 | 3,6 | – | – | – |
| M 4 | 0,7 | 2.66 | 3.91 | 4.57 | 1,3 | 2,6 | 3,5 |
| M 5 | 0,8 | 5.2 | 7.7 | 9 | 2,4 | 5,1 | 6,9 |
| M 6 | 1 | 9.1 | 13.4 | 15.7 | 4 | 9 | 12 |
| M 8 | 1,25 | 22 | 32 | 38 | 10 | 21 | 28 |
| M 10 | 1,5 | 44 | 64 | 75 | 19 | 42 | 56 |
| M 12 | 1,75 | 76 | 111 | 130 | 34 | 73 | 97 |
| M 14 | 2 | 121 | 178 | 209 | 54 | 116 | 155 |
| M 16 | 2 | 189 | 278 | 325 | 84 | 180 | 241 |
| M 18 | 2,5 | 261 | 384 | 449 | 116 | 249 | 333 |
| M 20 | 2,5 | 370 | 544 | 637 | 165 | 353 | 470 |
| M 22 | 2,5 | 509 | 748 | 875 | 224 | 267 | 641 |
| M 24 | 3 | 637 | 936 | 1095 | 284 | 338 | 812 |
| M 27 | 3 | 944 | 1386 | 1622 | 417 | 496 | 1191 |
| M 30 | 3,5 | 1280 | 1880 | 2200 | 565 | 673 | 1614 |
| M 33 | 3,5 | 1739 | 2554 | 2989 | 769 | 915 | 2197 |
| M 36 | 4 | 2232 | 3279 | 3837 | 988 | 1176 | 2823 |
| M 39 | 4 | 2900 | 4260 | 4985 | 1279 | 1522 | 3653 |
vis auto taraudeuses (* Données théoriques) | ||
| Diamètre vis mm | *Couple Nm | *Diamètre perçage mm |
| M 2 | 0,4 | 1,8 |
| M 2,5 | 0,6 | 2,3 |
| M 3 | 1,2 | 2,75 |
| M 3,5 | 1,6 | 3,2 |
| M 4 | 3 | 3,6 |
| M 5 | 6 | 4,6 |
| M 6 | 10 | 5,5 |
| M 8 | 26 | 7,4 |
| VIS OU BOULONS SIX PANS | VIS SIX PANS CREUX TETE CYLINDRIQUE | ||||||||||
| Diamètre de vis mm | Pas | Côte/Plats | Diamètre de vis mm | Pas | Côte/Plats mm | Diamètre de vis mm | Côte | Diamètre de vis mm | Côte | ||
| ISO | mm | ISO | sur | sur | |||||||
| ISO | DIN | ISO | DIN | Plats | Plats | ||||||
| Même norme | Même norme | Clé mm | Clé mm | ||||||||
| M 1,6 | 0,35 | 3,2 | M 20 | 2,5 | 30 | M 1,6 | 1,5 | M 14 | 12 | ||
| M 2 | 0,4 | 4 | M 22 | 2,5 | 34 | 32 | M 2 | 1,5 | M 16 | 14 | |
| M 2,5 | 0,45 | 5 | M 24 | 3 | 36 | M 2,5 | 2 | M 18 | 14 | ||
| M 3 | 0,5 | 5,5 | M 27 | 3 | 41 | M 3 | 2,5 | M 20 | 17 | ||
| M 3,5 | 0,6 | 6 | M 30 | 3,5 | 46 | M 4 | 3 | M 22 | 17 | ||
| M 4 | 0,7 | 7 | M 33 | 3,5 | 50 | M 5 | 4 | M 24 | 19 | ||
| M 5 | 0,8 | 8 | M 36 | 4 | 55 | M 6 | 5 | M 27 | 19 | ||
| M 6 | 1 | 10 | M 39 | 4 | 60 | M 30 | 22 | ||||
| M 7 | 1 | 11 | M 42 | 4,50 | 65,00 | M 8 | 6 | M 33 | 24 | ||
| M 8 | 1,25 | 13 | M 45 | 4,5 | 70 | M 10 | 8 | M 36 | 27 | ||
| M 10 | 1,5 | 16 | 17 | M 48 | 5 | 75 | M 12 | 10 | M 42 | 32 | |
| M 12 | 1,75 | 18 | 19 | M 52 | 5 | 80 | |||||
| M 14 | 2 | 21 | 22 | M 56 | 5,5 | 85 | |||||
| M 16 | 2 | 24 | M 60 | 5,5 | 90 | ||||||
| M 18 | 2,5 | 27 | M 64 | 6 | 95 | ||||||
| Vis métriques | Vis à tôle | |||||||||||
| Couple Min. Nm | Cylindrique | Tête fraisée | Fraisée bombée | Cylindrique | Cylindrique bombée | Tête fraisée | Cylindrique bombée | Tête fraisée | Fraisée bombée | |||
| Torx® | mm | MANUEL | VISSEUSE | DIN 912 | DIN 963 / 965 | DIN 964 /966 | DIN 7984 /6912 | DIN 7985 | DIN 7986 | DIN 7981 | DIN 7972 /7982 | DIN 7973 / 7983 |
| T 6 | 1,72 | 0,75 | 0,91 | |||||||||
| T 7 | 1,99 | 1,4 | 1,7 | |||||||||
| T 8 | 2,31 | 2,2 | 2,6 | 2,5 | 2,5 | 2,5 | 2,5 | 2,9 | 2,9 | 2,9 | ||
| T 9 | 2,5 | 2,8 | 3,4 | 2,9 | ||||||||
| T 10 | 2,74 | 3,7 | 4,5 | 3 | 3 | 3 | 3 | 3 | 3 | 3,5 | 3,5 | 3,5 |
| T 15 | 3,27 | 6,4 | 7,7 | 3,5 | 3,5 | 3,5 | 3,9 | 3,9 | 3,9 | |||
| T 20 | 3,86 | 10,5 | 12,7 | 4 | 4 | 4 | 4 | 4 | 4 | 4,2 | 4,2 | 4,2 |
| T 25 | 4,43 | 15,9 | 19 | 5 | 5 | 5 | 5 | 5 | 5 | 4,8 | 4,8 | 4,8 |
| T 27 | 4,99 | 22,5 | 26,9 | |||||||||
| T 30 | 5,25 | 31,1 | 37,4 | 6 | 6 | 6 | 6 | 6 | 6 | 6,3 | 6,3 | 6,3 |
| T 40 | 6,65 | 54,1 | 65,1 | 8 | 8 | 8 | 8 | 8 | 8 | |||
| T 45 | 7,82 | 86,2 | 104 | |||||||||
| T 50 | 8,83 | 132 | 159 | 10 | 10 | 10 | 10 | 10 | 10 | |||
| CHC | CHC TETE BASSE | FHC | STHC | |||||
| DIN 912 | DIN 6912 | DIN 7984 | DIN 7991 | DIN 913 | DIN 914 | DIN 915 | ||
| Dim. | Couple en Nm | DIAMETRE DE VIS | DIAMETRE DE VIS | DIAMETRE DE VIS | DIAMETRE DE VIS | DIAMETRE DE VIS | DIAMETRE DE VIS | DIAMETRE DE VIS |
| 0,7 | 0,08 | 1,4 | 1,4 | 1,4 | ||||
| 1,6 | 1,6 | 1,6 | ||||||
| 0,9 | 0,18 | 2 | 2 | 2 | ||||
| 1,3 | 0,53 | 1,4 | 2,5 | 2,5 | 2,5 | 2,5 | ||
| 1,5 | 0,82 | 1,6-2 | 3 | 3 | 3 | |||
| 2 | 1,9 | 2,5 | 3 | 3 | 4 | 4 | 4 | |
| 2,5 | 3,8 | 3 | 4 | 4 | 5 | 5 | 5 | |
| 3 | 6,6 | 4 | 4 | 5 | 5 | 6 | 6 | 6 |
| 4 | 16 | 5 | 5 | 6 | 6 | 8 | 8 | 8 |
| 5 | 30 | 6 | 6 | 8 | 8 | 10 | 10 | 10 |
| 6 | 52 | 8 | 8 | 10 | 12 | 12 | 12 | |
| 6 | 14 | 14 | 14 | |||||
| 7 | 78 | 10 | ||||||
| 8 | 120 | 10 | 10 | 12 | 12 | 16 | 16 | 16 |
| 10 | 220 | 12 | 12 | 14 | 14 | 18 | 18 | 18 |
| 10 | 20 | 20 | 20 | |||||
| 12 | 370 | 14 | 14 | 16 | 16 | 22 | 22 | 22 |
| 12 | 18 | 18 | 24 | 24 | 24 | |||
| 14 | 590 | 16 | 16 | 20 | 20 | |||
| 14 | 18 | 18 | 22 | 22 | ||||
| 17 | 20 | 20 | 24 | 24 | ||||
| 17 | 22 | 22 | ||||||
| 19 | 24 | 24 | ||||||
| 19 | 27 | 27 | ||||||
| 22 | 1000 | 30 | 30 | |||||
| 24 | 33 | 33 | ||||||
| 27 | 36 | 36 | ||||||
| 32 | 42 | |||||||
| Vis métriques | Vis à tôle | Vis bois | |||||||||
| Couple Min. en Nm | Tête fraisée | Fraisée bombée | Cylindrique | Cylindrique | Tête fraisée | Fraisée bombée | Cylindrique | Tête ronde | Fraisée bombée | ||
| DIN 5263 | DIN | DIN 965 | DIN 966 | DIN 7985 | DIN 7981 | DIN 7982 | DIN 7983 | DIN 7995 | DIN 7996 | DIN 7997 | |
| N° | manuel | visseuse | DIAMETRE DE VIS | DIAMETRE DE VIS | DIAMETRE DE VIS | DIAMETRE DE VIS | DIAMETRE DE VIS | DIAMETRE DE VIS | DIAMETRE DE VIS | DIAMETRE DE VIS | DIAMETRE DE VIS |
| 0 | 1 | 1 | 1,6 | 1,6 | 1,6 | 2 | 2 | 2 | |||
| 1 | 3,5 | 3,9 | 2,5 | 2,5 | 2 | 2,2 | 2,2 | 2,2 | 2,5 | 2,5 | 2,5 |
| 3 | 3 | 3 | 2,9 | 2,9 | 2,9 | 3 | 3 | 3 | |||
| 2 | 8,2 | 10,3 | 3,5 | 3,5 | 3,5 | 3,5 | 3,5 | 3,5 | 3,5 | 3,5 | 3,5 |
| 5 | 5 | 5 | 4,8 | 4,8 | 4,8 | 5 | 5 | 5 | |||
| 3 | 19,5 | 32 | 6 | 6 | 6 | 5,5 | 5,5 | 5,5 | 5,5 | 5,5 | 5,5 |
| 6,3 | 6,3 | 6,3 | 7 | 7 | 7 | ||||||
| 4 | 38 | 88,7 | 8 | 8 | 8 | 8 | 8 | 8 | |||
| 10 | 10 | 10 | |||||||||
| SYMBOLE | FILETAGE |
| M | FILET ISO 60° |
| UN | FILET AMERICAIN 60° UNC UNF(fine) UNEF (extra fine) |
| BSW | FILET ANGLAIS WITHWORTH 55° |
| TR | TRAPEZOIDAL 30° |
| Rd | FILET ROND |
| R | PAS GAZ 55° EXTERIEUR CONIQUE |
| RC | PAS GAZ 55°INTERIEUR CONIQUE |
| Rp | PAS GAZ 55° INTERIEUR CYLINDRIQUE |
| G | PAS GAZ 55° CYLINDRIQUE |
|
DESIGNATION |
ANALYSE CHIMIQUE |
Caractères |
Utilisations |
|||||||||
| AISI | UNI-AFNOR | USAGE | C max | Mn max | P max | S max | Si max | Cr | Ni | Mo | ||
| 304 |
X 5 CrNi 18 10 Z 6 CNF 18-09 X 10 CrNIS 18 09 |
A2 Ou inox 18-10 |
0.06 | 2 | 0.045 | 0.03 | 1 | 18 : 20 | 8 : 10.5 | Acier au Cr-Ni à basse teneur de C austénitique, non apte à la trempe, résistant à la corrosion. Amagnétique à l’état recuit, légèrement magnétique si usiné à froid. Bonne soudabilité et discrète résistance à la corrosion inter cristalline. Très bonne résistance jusqu’à de très basses températures. | Installations pour industries chimiques, textiles, alimentaires, pétrolières, pharmaceutiques, papeterie, matières plastiques, nucléaires, du froid, navales, électrochimique, etc… Décoration pour cuisines, cafés, restaurants, boucheries. Couverts. | |
| 304 L |
X 2 CrNi 18 11 Z 2 CN 18-10 |
A2 Ou inox 18-10 |
0.03 | 2 | 0.045 | 0.03 | 2 | 18 : 20 | 8 : 12 | Acier au Cr-Ni, austénitique, non apte à la trempe particulièrement apte aux pièces soudées. Il présente une très bonne résistance à la corrosion inter cristalline. Normalement employé jusqu’à 425°C. | Même utilisations que le 316. Pour des pièces soudées et où il faut une résistance à la corrosion cristalline. | |
| 316 |
X 5 CrNiMo 17 12 Z 6 CND 17-11 |
A4 Ou Inox 18-12Mo |
0.08 | 2 | 0.045 | 0.03 | 1 | 16 : 18 | 10 : 14 | 2 : 3 | Acier au Cr-Ni, austénitique, non apte à la trempe, la présence de Mo donnant une résistance particulière à la corrosion. Même les propriétés mécaniques sont meilleures que celles de type analogue sans Mo, à de hautes températures. | Appareillages Industrie chimique pour des conditions particulièrement difficiles – Equipements en contact avec l’eau ou en atmosphère marine – Installations pour le façonnage de la cellulose – Appareillages pour développement photographique – Chemises. |
| 316 L |
X 2 CrNiMo 17 12 Z 6 CND 17-12 |
A4 Ou Inox 18-12Mo |
0.03 | 2 | 0.045 | 0.03 | 1 | 16 : 18 | 10 : 14 | 2 : 3 | Acier au Cr-Ni-Mo austénitique, non apte à la trempe, très basse teneur en C : apte particulièrement pour les pièces soudées. Très bonne résistance à la corrosion inter cristalline. Il s’emploie normalement jusqu’à 450°C. | Mêmes utilisations que le 304. Pour pièces soudées où il faut une bonne résistance à la corrosion inter cristalline. |
| Diamètre |
M4 |
M5 |
M6 |
M7 |
M8 |
M10 |
M12 |
M14 |
M16 |
M18 |
M20 |
M22 |
| Pas |
0,7 |
0,8 |
1 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
2,5 |
2,5 |
2,5 |
| Clé |
7 |
8 |
10 |
11 |
13 |
17 |
19 |
22 |
24 |
27 |
30 |
32 |
| Hauteur de la tête |
2,8 |
3,5 |
4 |
4,8 |
5,3 |
6,4 |
7,5 |
8,8 |
10 |
11,5 |
12,5 |
14 |
| Longueur filetée (lW125) |
14 |
16 |
18 |
20 |
22 |
26 |
30 |
34 |
38 |
42 |
46 |
50 |
| Longueur filetée (125W200) |
– |
– |
– |
26 |
28 |
32 |
36 |
40 |
44 |
48 |
52 |
56 |
| Longueur filetée (l>200) |
– |
– |
– |
– |
– |
– |
49 |
53 |
57 |
61 |
65 |
69 |
| Diamètre |
M24 |
M27 |
M30 |
M33 |
M36 |
M39 |
M42 |
M45 |
M48 |
M52 |
M56 |
M60 |
M64 |
| Pas |
3 |
3 |
3,5 |
3,5 |
4 |
4 |
4,5 |
4,5 |
5 |
5 |
5,5 |
5,5 |
6 |
| Clé |
36 |
41 |
46 |
50 |
55 |
60 |
65 |
70 |
75 |
80 |
85 |
90 |
95 |
| Hauteur de la tête |
15 |
17 |
19 |
21 |
23 |
25 |
26 |
28 |
30 |
33 |
35 |
38 |
40 |
| Longueur filetée (lW125) |
54 |
60 |
66 |
72 |
78 |
84 |
90 |
96 |
102 |
– |
– |
– |
– |
| Longueur filetée (125W200) |
60 |
66 |
72 |
78 |
84 |
90 |
96 |
102 |
108 |
116 |
124 |
132 |
140 |
| Longueur filetée (l>200) |
73 |
79 |
85 |
91 |
97 |
103 |
109 |
115 |
121 |
129 |
137 |
145 |
153 |
| Diamètre |
M4 |
M5 |
M6 |
M7 |
M8 |
M10 |
M12 |
| Pas |
0,7 |
0,8 |
1 |
1 |
1,25 |
1,5 |
1,75 |
| Clé |
7 |
8 |
10 |
11 |
13 |
17 |
19 |
| Hauteur de la tête |
2,8 |
3,5 |
4 |
4,8 |
5,3 |
6,4 |
7,5 |
| Diamètre |
M14 |
M16 |
M18 |
M20 |
M22 |
M24 |
M27 |
M30 |
| Pas |
2 |
2 |
2,5 |
2,5 |
2,5 |
3 |
3 |
3,5 |
| Clé |
22 |
24 |
27 |
30 |
32 |
36 |
41 |
46 |
| Hauteur de la tête |
8,8 |
10 |
11,5 |
12,5 |
14 |
15 |
17 |
19 |
| Diamètre |
M8 |
M10 |
M12 |
M14 |
M16 |
M18 |
M20 |
M22 |
M24 |
| Pas |
1 |
1 |
1,5 |
1,5 |
1,5 |
1,5 |
1,5 |
1,5 |
2 |
| Clé |
13 |
17 |
19 |
22 |
24 |
27 |
30 |
32 |
36 |
| Hauteur de la tête |
5,3 |
6,4 |
7,5 |
8,8 |
10 |
11,5 |
12,5 |
14 |
15 |
| Longueur filetée (lW125) |
22 |
26 |
30 |
34 |
38 |
42 |
46 |
50 |
54 |
| Longueur filetée (125W200) |
– |
32 |
36 |
40 |
44 |
48 |
52 |
56 |
60 |
| Longueur filetée (l>200) |
– |
– |
– |
– |
57 |
61 |
65 |
69 |
73 |
| Diamètre |
M8 |
M10 |
M12 |
M14 |
M16 |
M18 |
M20 |
M22 |
M24 |
| Pas |
1 |
1 |
1,5 |
1,5 |
1,5 |
1,5 |
1,5 |
1,5 |
2 |
| Clé |
13 |
17 |
19 |
22 |
24 |
27 |
30 |
32 |
36 |
| Hauteur de la tête |
5,3 |
6,4 |
7,5 |
8,8 |
10 |
11,5 |
12,5 |
14 |
15 |
| Diamètre |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
||
| Pas |
0,5 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
2,5 |
||
| Diamètre de la tête |
5,5 |
7 |
8,5 |
10 |
13 |
16 |
18 |
21 |
24 |
27 |
||
| Hauteur de la tête |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
||
| Clé |
2,5 |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
14 |
||
| Profondeur empreinte |
1,3 |
2 |
2,5 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
||
| Longueur filetée |
18 |
20 |
22 |
24 |
28 |
32 |
36 |
40 |
44 |
48 |
||
| Filetée sous tête jusqu’à |
20 |
25 |
25 |
30 |
35 |
40 |
50 |
55 |
60 |
65 |
||
| Diamètre |
20 |
22 |
24 |
27 |
30 |
33 |
36 |
39 |
42 |
|
| Pas |
2,5 |
2,5 |
3 |
3 |
3,5 |
3,5 |
4 |
4 |
4,5 |
|
| Diamètre de la tête |
30 |
33 |
36 |
40 |
45 |
50 |
54 |
58 |
63 |
|
| Hauteur de la tête |
20 |
22 |
24 |
27 |
30 |
33 |
36 |
39 |
42 |
|
| Clé |
17 |
17 |
19 |
19 |
22 |
24 |
27 |
27 |
32 |
|
| Profondeur empreinte |
10 |
11 |
12 |
13,5 |
15,5 |
18 |
19 |
20 |
24 |
|
| Longueur filetée |
52 |
56 |
60 |
66 |
72 |
78 |
84 |
90 |
96 |
|
| Filetée sous tête jusqu’à |
70 |
70 |
80 |
90 |
100 |
100 |
110 |
120 |
130 |
|
| Diamètre |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
16 |
| Pas |
0,5 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,7 |
2 |
| Diamètre de la tête |
5,5 |
7 |
8,5 |
10 |
13 |
16 |
18 |
24 |
| Hauteur de la tête |
2 |
2,8 |
3,5 |
4 |
5 |
6 |
7 |
9 |
| Clé |
2 |
2,5 |
3 |
4 |
5 |
7 |
8 |
12 |
| Profondeur empreinte |
1,5 |
2,3 |
2,7 |
3 |
3,8 |
4,5 |
5 |
5,5 |
| Longueur filetée |
12 |
14 |
16 |
18 |
22 |
26 |
30 |
38 |
| Diamètre |
8 |
10 |
12 |
12 |
14 |
16 |
| Pas |
100 |
125 |
125 |
150 |
150 |
150 |
| Diamètre de la tête |
13 |
16 |
18 |
18 |
21 |
24 |
| Hauteur de la tête |
8 |
10 |
12 |
12 |
14 |
16 |
| Clé |
6 |
8 |
10 |
10 |
12 |
14 |
| Profondeur empreinte |
4 |
5 |
6 |
6 |
7 |
8 |
| Longueur filetée |
28 |
32 |
36 |
36 |
40 |
44 |
| Filetée sous tête jusqu’à |
35 |
40 |
50 |
50 |
55 |
60 |
| Diamètre |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
| Pas |
0,5 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
| Angle |
90 |
90 |
90 |
90 |
90 |
90 |
90 |
90 |
90 |
| Diamètre tête maxi DIN – ISO |
6 – 6.72 |
8 – 8.96 |
10 – 11.2 |
12 – 13.44 |
16 – 17.92 |
20 – 22.40 |
24 – 26.88 |
27 – 30.80 |
30 – 33.60 |
| Hauteur tête maxi DIN – ISO |
1,7 – 1.86 |
2,3 – 2.48 |
2,8 – 3.1 |
3,3 – 3.72 |
4,4 – 4.96 |
5,5 – 6.2 |
6,5 – 7.44 |
7 – 8.4 |
7,5 – 8.8 |
| Clé |
2 |
2,5 |
3 |
4 |
5 |
6 |
8 |
10 |
10 |
| Profondeur empreinte |
1,2 |
1,8 |
2,3 |
2,5 |
3,5 |
4,4 |
4,6 |
4,5 |
5 |
| Longueur filetée |
12 |
14 |
16 |
18 |
22 |
26 |
30 |
34 |
38 |
| Filetée sous tête jusqu’à |
20 |
25 |
30 |
35 |
40 |
40 |
50 |
50 |
60 |
| Diamètre |
18 |
20 |
22 |
24 |
27 |
30 |
33 |
36 |
| Pas |
2,5 |
2,5 |
2,5 |
3 |
3 |
3,5 |
3,5 |
4 |
| Angle |
90 |
90 |
60 |
60 |
60 |
60 |
60 |
60 |
| Diamètre tête maxi DIN ISO |
33 |
36 – 40.32 |
36 |
39 |
44 |
49 |
53 |
58 |
| Hauteur tête maxi DIN ISO |
8 |
8,5 – 10.16 |
13,1 |
14 |
15,5 |
17 |
19 |
20 |
| Clé |
12 |
12 |
14 |
14 |
17 |
17 |
19 |
19 |
| Profondeur empreinte |
5,2 |
5,6 |
8,44 |
9,87 |
11 |
12 |
13 |
13 |
| Longueur filetée |
42 |
46 |
50 |
54 |
60 |
66 |
72 |
78 |
| Filetée sous tête jusqu’à |
60 |
70 |
80 |
90 |
100 |
100 |
120 |
120 |
| Diamètre |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
| Pas |
0,5 |
0,7 |
0,8 |
1 |
1,25 |
1,50 |
1,75 |
| Diamètre de la tête |
5,7 |
7,6 |
9,5 |
10,5 |
14 |
17,5 |
21 |
| Hauteur de la tête |
1,65 |
2,2 |
2,75 |
3,3 |
4,4 |
5,5 |
6,6 |
| Clé |
2 |
2,5 |
3 |
4 |
5 |
6 |
8 |
| Profondeur empreinte |
1,04 |
1,3 |
1,56 |
2,08 |
2,60 |
3,12 |
4,16 |
| Diamètre |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
20 |
24 |
30 |
| Pas |
0,5 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
0,5 |
0,7 |
0,8 |
| Bout plat |
2 |
2,5 |
3,5 |
4 |
5,5 |
7 |
8,5 |
10 |
12 |
2 |
2,5 |
3,5 |
| Bout cuvette |
1,4 |
2 |
2,5 |
3 |
5 |
6 |
8 |
9 |
10 |
1,4 |
2 |
2,5 |
| Clé |
1,5 |
2 |
2,5 |
3 |
4 |
5 |
6 |
6 |
8 |
1,5 |
2 |
2,5 |
| Profondeur empreinte |
2 |
2,5 |
3 |
3,5 |
5 |
6 |
8 |
9 |
10 |
2 |
2,5 |
3 |
| Diamètre |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
20 |
| Pas |
0,5 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
2,5 |
| Bout pointeau |
0 |
0 |
0 |
1,5 |
2 |
2,5 |
3 |
4 |
4 |
5 |
| Clé |
1,5 |
2 |
2,5 |
3 |
4 |
5 |
6 |
6 |
8 |
10 |
| Profondeur empreinte |
2 |
2,5 |
3 |
3,5 |
5 |
6 |
8 |
9 |
10 |
12 |
| 120° jusqu’à L |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
20 |
| Diamètre |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
20 |
| Pas |
0,5 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
2,5 |
| Bout téton |
2 |
2,5 |
3,5 |
4 |
5,5 |
7 |
8,5 |
10 |
12 |
15 |
| Clé |
1,5 |
2 |
2,5 |
3 |
4 |
5 |
6 |
6 |
8 |
10 |
| Profondeur empreinte |
2 |
2,5 |
3 |
3,5 |
5 |
6 |
8 |
9 |
10 |
12 |
| Longueur du téton |
1,75 |
2,25 |
2,75 |
3,25 |
4,30 |
5,30 |
6,30 |
7,36 |
8,36 |
10,36 |
| Longueur du téton à diviser par 2 jusqu’à L = |
5 |
6 |
6 |
8 |
10 |
12 |
16 |
20 |
20 |
25 |
| Diamètre | M3 | M4 | M5 | M6 | M7 | M8 | M10 | M12 | M14 | M16 | M18 | M20 | M22 |
| Pas | 0,5 | 0,7 | 0,8 | 1 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 2,5 | 2,5 |
| Clé | 5,5 | 7 | 8 | 10 | 11 | 13 | 17 | 19 | 22 | 24 | 27 | 30 | 32 |
| Hauteur complète | 4 | 5 | 5 | 6 | 7,5 | 8 | 10 | 12 | 14 | 16 | 18,5 | 20 | 22 |
| Diamètre | M24 | M27 | M30 | M33 | M36 | M39 | M42 | M45 | M48 | M52 | M56 | M60 | M64 |
| Pas | 3 | 3 | 3,5 | 3,5 | 4 | 4 | 4,5 | 4,5 | 5 | 5 | 5,5 | 5,5 | 6 |
| Clé | 36 | 41 | 46 | 50 | 55 | 60 | 65 | 70 | 75 | 80 | 85 | 90 | 95 |
| Hauteur complète | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 45 | 48 | 52 | 56 | 60 | 64 |
| Diamètre | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M18 | M20 | M22 | M24 |
| Pas | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 2,5 | 2,5 | 3 |
| Clé | 8 | 10 | 13 | 17 | 19 | 22 | 24 | 27 | 30 | 32 | 36 |
| Hauteur complète | 6,3 | 8 | 9,5 | 11,5 | 14 | 16 | 18 | 20 | 22 | 25 | 28 |
| Diamètre | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M20 | M24 |
| Pas | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 3 |
| Hauteur maximum | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 30 |
| Clé | 8 | 10 | 13 | 15 | 18 | 21 | 24 | 30 | 36 |
| Diamètre complet | 11,8 | 14,2 | 17,9 | 21,8 | 26 | 29,9 | 34,5 | 42,8 | 45 |
| Diamètre | M5 | M6 | M7 | M8 | M10 | M12 | M14 | M16 | M18 | M20 | M22 | M24 |
| Pas | 0,8 | 1 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 2,5 | 2,5 | 3 |
| Hauteur | 6 | 7,5 | 8 | 9,5 | 12 | 15 | 16 | 19 | 21 | 22 | 26 | 27 |
| Clé | 8 | 10 | 11 | 13 | 17 | 19 | 22 | 24 | 27 | 30 | 32 | 36 |
| Créneaux pour goupille de | 1,4 | 2 | 2 | 2,5 | 2,8 | 3,5 | 3,5 | 4,5 | 4,5 | 4,5 | 5,5 | 5,5 |
| Diamètre | M27 | M30 | M33 | M36 | M39 | M42 | M45 | M48 | M52 | M56 | M60 | M64 |
| Pas | 3 | 3,5 | 3,5 | 4 | 4 | 4,5 | 4,5 | 5 | 5 | 5,5 | 5,5 | 6 |
| Hauteur | 30 | 33 | 35 | 38 | 40 | 46 | 48 | 50 | 54 | 57 | 63 | 66 |
| Clé | 41 | 46 | 50 | 55 | 60 | 65 | 70 | 75 | 80 | 85 | 90 | 95 |
| Créneaux pour goupille de | 5,5 | 7 | 7 | 7 | 7 | 9 | 9 | 9 | 9 | 9 | 11 | 11 |
| Diamètre |
M5 |
M6 |
M8 |
M10 |
M12 |
M14 |
M16 |
M18 |
M20 |
M22 |
M24 |
M27 |
M30 |
M36 |
| Pas |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
2,5 |
2,5 |
2,5 |
3 |
3 |
3,5 |
4 |
| Hauteur |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
5 |
5,5 |
6 |
6 |
7 |
7 |
8 |
9 |
| Clé |
8 |
10 |
13 |
17 |
19 |
22 |
24 |
27 |
30 |
32 |
36 |
41 |
46 |
55 |
| Diamètre |
M2 |
M2,5 |
M3 |
M4 |
M5 |
M6 |
M8 |
M10 |
M12 |
M14 |
M16 |
M18 |
M20 |
| Pas |
0,4 |
0,45 |
0,5 |
0,8 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
2,5 |
2,5 |
| Hauteur |
1,2 |
1,6 |
1,8 |
2,2 |
2,7 |
3,2 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
| Clé |
4 |
5 |
5,5 |
7 |
8 |
10 |
13 |
17 |
19 |
22 |
24 |
27 |
30 |
| Diamètre |
M22 |
M24 |
M27 |
M30 |
M33 |
M36 |
M39 |
M42 |
M45 |
M48 |
M52 |
M56 |
M60 |
| Pas |
2,5 |
3 |
3 |
3,5 |
3,5 |
4 |
4 |
4,5 |
4,5 |
5 |
5 |
5,5 |
5,5 |
| Hauteur |
11 |
12 |
13,5 |
15 |
16,5 |
18 |
19,5 |
21 |
22,5 |
24 |
26 |
28 |
30 |
| Clé |
32 |
36 |
41 |
46 |
50 |
55 |
60 |
65 |
70 |
75 |
80 |
85 |
90 |
| Diamètre |
M3 |
M4 |
M5 |
M6 |
M8 |
M10 |
M12 |
M14 |
M16 |
| Pas |
0,5 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
| Hauteur (h14) |
3 |
3,5 |
4 |
5 |
6,5 |
8 |
10 |
11 |
13 |
| Clé (h13) |
7,5 |
9 |
10 |
11 |
14 |
17 |
19 |
22 |
24 |
| Diamètre utile soudure (d11) |
4,5 |
6 |
7 |
8 |
10,5 |
12,5 |
14,8 |
16,8 |
18,8 |
| Diamètre |
M4 |
M5 |
M6 |
M8 |
M10 |
M12 |
| Pas |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
| Hauteur (h15) |
3,2 |
4 |
5 |
6,5 |
8 |
10 |
| Clé |
7 |
8 |
10 |
13 |
16 |
18 |
| Diamètre |
M3 |
M4 |
M5 |
M6 |
M7 |
M8 |
M10 |
M12 |
M14 |
M16 |
M18 |
M20 |
M22 |
M24 |
| Pas |
0,5 |
0,7 |
0,8 |
1 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
2,5 |
2,5 |
2,5 |
3 |
| Hauteur de la partie hexagonale maximum |
2,5 |
3,2 |
4 |
5 |
5,5 |
6,5 |
8 |
10 |
11 |
13 |
15 |
16 |
18 |
19 |
| Clé |
5,5 |
7 |
8 |
10 |
11 |
13 |
17 |
19 |
22 |
24 |
27 |
30 |
32 |
36 |
| Hauteur |
6,5 |
8 |
10 |
12 |
13,5 |
15 |
18 |
22 |
25 |
28 |
32 |
34 |
39 |
42 |
| Diamètre de la tête maximum |
5 |
6,5 |
7,5 |
9,5 |
10,5 |
12,5 |
16 |
18 |
21 |
23 |
26 |
28 |
31 |
34 |
| Profondeur empreinte |
4,5 |
5,5 |
7,5 |
8 |
10,5 |
11 |
13 |
16 |
18 |
21 |
25 |
26 |
29 |
31 |
| Diamètre | M3 | M4 | M5 | M6 | M8 | M10 | M12 |
| Diamètre complet | 7,7 | 9,5 | 9,5 | 12,4 | 13,5 | 15,6 | 20,5 |
| Largueur total | 18,7 | 22,5 | 22,5 | 27,2 | 30 | 35 | 47,6 |
| Hauteur de l’oreille | 8,6 | 10,5 | 10,5 | 12,7 | 14,6 | 16,7 | 22,3 |
| Hauteur | 3,3 | 3,8 | 3,8 | 4,7 | 5,6 | 6,3 | 7,5 |
| Diamètre | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M20 |
| Pas | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 |
| Hauteur | 5,1 | 6 | 8 | 10 | 12 | 14 | 16 | 20 |
| Clé | 8 | 10 | 13 | 17 | 19 | 22 | 24 | 30 |
| Diamètre | M4 | M6 | M8 | M10 | M12 |
| Pas | 0,7 | 1 | 1,25 | 1,5 | 1,75 |
| Clé | 7 | 10 | 13 | 16 | 18 |
| Hauteur | 3 | 5 | 6,5 | 8 | 10 |
| Diamètre de la rondelle | 10,2 | 14,2 | 18,2 | 22,2 | 27,2 |
| Hauteur total | 4,6 | 6,8 | 8,9 | 10,7 | 13 |
| RONDELLES NFE 25513 acier doux / NFE 25514 acier mi dur | RONDELLE EPAISSE DIN 7349 | RONDELLE DIN 9021 | RONDELLES CONTACT NFE 25511 | ||||||||||||
| DIAMETRE NOMINAL | DI | EPAISSEUR | DIA EXT | D ext | Ep | d EXT | Ep | Hauteur | Ep | Diametres exterieurs | |||||
| Z | M | L | LL | Z | M | L | |||||||||
| 1,6 | 1,7 | 0,5 | 3,5 | 5 | 6 | ||||||||||
| 2 | 2,2 | 0,5 | 4 | 5,5 | 7 | 9 | |||||||||
| 2,5 | 2,7 | 0,5 | 5 | 7 | 10 | 12 | 8 | 0,8 | |||||||
| 3 | 3,2 | 0,8 | 6 | 8 | 12 | 14 | 9 | 1 | 9 | 0,8 | 1 | 0,6 | 6 | 8 | 10 |
| 3,5 | 11 | 0,8 | |||||||||||||
| 4 | 4,3 | 0,8 | 8 | 10 | 14 | 16 | 12 | 1,6 | 12 | 1 | 1,4 | 0,9 | 8 | 10 | 14 |
| 5 | 5,3 | 1 | 10 | 12 | 16 | 20 | 12 | 2 | 15 | 1,2 | 1,8 | 1,1 | 10 | 12 | 16 |
| 6 | 6,4 | 1,2 | 12 | 14 | 18 | 24 | 17 | 3 | 18 | 1,6 | 2,1 | 1,3 | 12 | 14 | 18 |
| 7 | 7,4 | 1,5 | 14 | 16 | 20 | 27 | 22 | 2 | |||||||
| 8 | 8,4 | 1,5 | 16 | 18 | 22 | 30 | 21 | 4 | 25 | 2 | 2,35 | 1,4 | 16 | 18 | 22 |
| 10 | 10,5 | 2 | 24 | 27 | 32 | 40 | 25 | 4 | 30 | 2,5 | 2,75 | 1,6 | 20 | 22 | 27 |
| 12 | 13 | 2,5 | 27 | 30 | 36 | 45 | 30 | 6 | 40 | 3 | 3,1 | 1,8 | 24 | 27 | 32 |
| 14 | 15 | 2,5 | 30 | 32 | 40 | 50 | 36 | 6 | 45 | 3 | 3,7 | 2,4 | 30 | ||
| 16 | 17 | 3 | 32 | 36 | 45 | 55 | 40 | 6 | 45 | 3 | 4,1 | 2,8 | 32 | ||
| 18 | 19 | 3 | 36 | 40 | 50 | 60 | 44 | 8 | 56 | 4 | |||||
| 20 | 21 | 3 | 40 | 45 | 55 | 44 | 8 | 60 | 4 | 4,9 | 3,2 | 40 | |||
| 22 | 23 | 3 | 40 | 45 | 55 | 50 | 8 | ||||||||
| 24 | 25 | 4 | 45 | 50 | 60 | 50 | 10 | ||||||||
| 27 | 28 | 4 | 48 | 55 | 65 | 60 | 10 | ||||||||
| 30 | 31 | 4 | 52 | 60 | 70 | 68 | 10 | ||||||||
| 33 | 34 | 5 | 65 | ||||||||||||
| 36 | 37 | 5 | 70 | ||||||||||||
| 39 | 40 | 6 | 75 | ||||||||||||
| 42 | 43 | 6 | 80 | ||||||||||||
| 45 | 46 | 7 | 85 | ||||||||||||
| 48 | 50 | 7 | 90 | ||||||||||||
| 52 | 54 | 8 | 100 | ||||||||||||
| 56 | 58 | 10 | 105 | ||||||||||||
| 60 | 62 | 10 | 115 | ||||||||||||
| Diamètre | M3 | M4 | M5 | M6 | M8 | M10 | M12 | M14 |
| Diamètre extérieur | 9 | 11 | 14 | 16 | 22 | 28 | 32 | 32 |
| Diamètre arêtes cuvette | 6,5 | 8 | 10 | 12 | 16 | 20 | 25 | 25 |
| Epaisseur | 2 | 2,5 | 3 | 3,5 | 4,5 | 5,5 | 7 | 7 |
| Diamètre | M2 | M2,5 | M3 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 |
| Epaisseur | 0,5 | 0,6 | 0,8 | 0,9 | 1,2 | 1,6 | 2 | 2,2 | 2,5 | 3 | 3,5 |
| Diamètre extérieur | 4,4 | 5,1 | 6,2 | 7,6 | 9,2 | 11,8 | 14,8 | 18,1 | 21,1 | 24,1 | 27,4 |
| Diamètre intérieur | 2,1 | 2,6 | 3,1 | 4,1 | 5,1 | 6,1 | 8,1 | 10,2 | 12,2 | 14,2 | 16,2 |
| Diamètre | M18 | M20 | M22 | M24 | M27 | M30 | M33 | M36 | M39 | M42 | M48 |
| Epaisseur | 3,5 | 4 | 4 | 5 | 5 | 6 | 6 | 6 | 6 | 7 | 7 |
| Diamètre extérieur | 29,4 | 33,6 | 35,9 | 40 | 43 | 48,2 | 55,2 | 58,2 | 61,2 | 68,2 | 75 |
| Diamètre intérieur | 18,2 | 20,2 | 22,5 | 24,5 | 27,5 | 30,5 | 33,5 | 36,5 | 39,5 | 42,5 | 49 |
| RONDELLES SELON NORMES ISO | ISO 7089 (200HV) 7090 (chanfreinée) 7091 (100HV) | ISO 7092 ETROITES 200HV | SERIE LARGE ISO 7093-1 200HV | SERIE LARGE ISO 7094 | ||||
| Dia nominal | épaisseur | D int | D ext | D ext | D ext | D int | Ep | D ext |
| 1,6 | 0,3 | 1,7 | 4 | 3,5 | ||||
| 2 | 0,3 | 2,2 | 5 | 4,5 | ||||
| 2,5 | 0,5 | 2,7 | 6 | 5 | ||||
| 3 | 0,5 | 3,2 | 7 | 6 | 9 | |||
| 3,5 | 0,5 | 3,7 | 8 | 7 | 11 | |||
| 4 | 0,8 | 4,3 | 9 | 8 | 12 | |||
| 5 | 1 | 5,3 | 10 | 9 | 15 | 5,5 | 2 | 18 |
| 6 | 1,6 | 6,4 | 12 | 11 | 18 | 6,6 | 2 | 22 |
| 8 | 1,6 | 8,4 | 16 | 15 | 24 | 9 | 3 | 28 |
| 10 | 2 | 10,5 | 20 | 18 | 30 | 11 | 3 | 34 |
| 12 | 2,5 | 13 | 24 | 20 | 37 | 13,5 | 4 | 44 |
| 14 | 2,5 | 15 | 28 | 24 | 44 | 15,5 | 4 | 50 |
| 16 | 3 | 17 | 30 | 28 | 50 | 17,5 | 5 | 56 |
| 18 | 3 | 19 | 34 | 30 | 56 | 20 | 5 | 60 |
| 20 | 3 | 21 | 37 | 34 | 60 | 22 | 6 | 72 |
| 22 | 3 | 23 | 39 | 37 | 66 | 24 | 6 | 80 |
| 24 | 4 | 25 | 44 | 39 | 72 | 26 | 6 | 85 |
| 27 | 4 | 28 | 50 | 44 | 85 | 30 | 6 | 98 |
| 30 | 4 | 31 | 56 | 50 | 92 | 33 | 6 | 105 |
| 33 | 5 | 34 | 60 | 56 | 105 | 36 | 8 | 115 |
| 36 | 5 | 37 | 66 | 60 | 110 | 39 | 8 | 125 |
| 39 | 6 | 42 | 72 | |||||
| 42 | 8 | 45 | 78 | |||||
| 45 | 8 | 48 | 85 | |||||
| 48 | 8 | 52 | 92 | |||||
| 52 | 8 | 56 | 98 | |||||
| 56 | 10 | 62 | 105 | |||||
| 60 | 120 | 66 | 110 | |||||
| 64 | 10 | 70 | 115 | |||||
| Diamètre | M2 | M2,5 | M3 | M4 | M5 | M6 | M8 | M10 |
| Epaisseur | 0,3 | 0,4 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 |
| Diamètre extérieur | 4,5 | 5,5 | 6 | 8 | 9,2 | 11 | 14 | 18 |
| Diamètre | 2,05 | 2,55 | 3,05 | 4,1 | 5,1 | 6,1 | 8,2 | 10,2 |
| intérieur | ||||||||
| Hauteur | 0,9 | 1,2 | 1,2 | 1,5 | 1,8 | 2,1 | 2,4 | 2,7 |
| Diamètre | M12 | M14 | M16 | M18 | M20 | M22 | M24 | M27 | M30 |
| Epaisseur | 1 | 1 | 1,2 | 1,4 | 1,4 | 1,5 | 1,5 | 1,6 | 1,6 |
| Diamètre extérieur | 20 | 24 | 26 | 30 | 32,5 | 35 | 38 | 44 | 48 |
| Diamètre | 12,3 | 14,3 | 16,3 | 18,5 | 20,5 | 22,5 | 24,5 | 27,6 | 30,6 |
| intérieur | |||||||||
| Hauteur | 3 | 3 | 3,6 | 4,2 | 4,2 | 4,5 | 4,5 | 4,8 | 4,8 |
| D INT | D EXT | EPAISSEUR |
| 4 | 8 | 1 |
| 5 | 10 | 0,3 |
| 5 | 10 | 1 |
| 6 | 12 | 0,3 |
| 6 | 12 | 0,5 |
| 6 | 12 | 1 |
| 8 | 14 | 0,3 |
| 8 | 14 | 0,5 |
| 8 | 14 | 1 |
| 10 | 16 | 0,3 |
| 10 | 16 | 0,5 |
| 10 | 16 | 1 |
| 12 | 18 | 0,3 |
| 12 | 18 | 0,5 |
| 12 | 18 | 1 |
| 12 | 24 | 1 |
| 14 | 20 | 0,3 |
| 14 | 20 | 0,5 |
| 14 | 20 | 1 |
| 15 | 22 | 0,3 |
| 15 | 22 | 0,5 |
| 15 | 22 | 1 |
| 16 | 22 | 0,3 |
| 16 | 22 | 0,5 |
| 16 | 22 | 0,8 |
| 16 | 22 | 1 |
| 17 | 24 | 1 |
| 17 | 24 | 0,3 |
| 17 | 24 | 0,5 |
| 17 | 24 | 1 |
| 18 | 25 | 0,3 |
| 18 | 25 | 0,5 |
| 18 | 25 | 1 |
| 20 | 28 | 0,3 |
| 20 | 28 | 0,5 |
| 20 | 28 | 1 |
| 20 | 32 | 1 |
| 20 | 32 | 0,5 |
| 20 | 32 | 1 |
| 21 | 63 | 1,2 |
| 22 | 30 | 0,3 |
| 22 | 30 | 0,5 |
| 22 | 30 | 1 |
| 22 | 32 | 0,3 |
| 22 | 32 | 0,5 |
| 22 | 32 | 1 |
| 24 | 36 | 0,5 |
| 25 | 35 | 0,3 |
| 25 | 35 | 0,5 |
| 25 | 35 | 1 |
| 25 | 35 | 1,5 |
| 26 | 37 | 0,3 |
| 26 | 37 | 0,5 |
| 26 | 37 | 1 |
| 28 | 40 | 0,3 |
| 28 | 40 | 0,5 |
| 28 | 40 | 1 |
| 30 | 42 | 0,3 |
| 30 | 42 | 0,5 |
| 30 | 42 | 1 |
| 30 | 42 | 1,5 |
| 32 | 45 | 0,3 |
| 32 | 45 | 0,5 |
| 32 | 45 | 1 |
| 34 | 46 | 0,5 |
| 35 | 45 | 0,3 |
| 35 | 45 | 0,5 |
| 35 | 45 | 1 |
| 36 | 45 | 0,3 |
| 36 | 45 | 1 |
| 36 | 48 | 0,5 |
| 37 | 47 | 0,3 |
| 37 | 47 | 0,5 |
| 37 | 47 | 1 |
| 40 | 50 | 0,3 |
| 40 | 50 | 0,5 |
| 40 | 50 | 1 |
| 40 | 52 | 1 |
| 45 | 55 | 0,5 |
| 45 | 56 | 0,3 |
| 52 | 65 | 0,3 |
| 52 | 65 | 0,5 |
| 52 | 65 | 1 |
| 55 | 68 | 0,5 |
| 55 | 70 | 0,5 |
| 60 | 75 | 0,5 |
POUR SIMPLIFIER LA RÉPARATION DES FILETS
En maintenance industrielle, en réparation automobile, des coffrets comprenant des assortiments de filets et l’ensemble des outillages nécessaires à leur pose sont proposés à des prix largement inférieurs au prix au détail de tous leurs composants.
D’autres coffrets existent chez le fabricant et peuvent être proposés sur demande, exemples coffrets aux pas américain, coffrets aux pas gaz, coffret de pédalier de VTT.
La pose d’un helicoil®plus s’effectue dans un taraudage réalisé avec un taraud à cotes spécifiques, tarauds manuels ou tarauds machine.
L’installation d’un HELICOIL®plus est désormais aussi simple que le montage d’une vis. En effet, le vissage ne nécessite plus d’outil complexe avec nez de resserrement, mais tout simplement une broche de pose !
Pour tourner la broche, un simple tourne-à-gauche suffit (ou tout outil équivalent utilisé en taraudage). Différents appareils de pose à manivelle, à descente sont aussi disponibles, Pour des réparations dans de profonds logements, la broche peut recevoir une rallonge de même type que celles montées sur des tarauds.
HELICOIL®plus est vissé sur la broche de façon à ce que l’entraîneur soit en prise avec le talon en bout de broche :
il peut alors être introduit et vissé dans le taraudage à réparer par rotation à droite sans risque d’échec.Pour déterminer la juste profondeur d’implantation, la dernière spire du filet doit se situer entre 0,25 P et 0,75 P en dessous de la surface.
Comme les filets HELICOIL®plus sont installés sans appareil avec nez de retreint, la profondeur d’insertion peut être facilement contrôlée. Ainsi, il n’est pas nécessaire d’utiliser un arrêt de contrôle de profondeur. Un simple marquage de couleur sur la broche délimitera la profondeur de pose correcte.
La couleur verte facilitera la vérification de la présence du filet après pose.
Après la pose, l’entraîneur doit être rompu, il est conseillé l’usage d’un rupteur manuel, ou en présence de quantités à poser un rupteur à déclenchement mécanique.
Si la pose est faite dans un taraudage non débouchant, Il faut ensuite procéder au retrait de l’entraîneur avec une pince.Au cas où la pose ne serait pas conforme, pour extraire le filet de son logement, un extracteur est nécessaire.
HELICOIL®plus ouvre donc de nouvelles possibilités dans le domaine de la réparation, même là où des moyens spéciaux devaient être étudiés par le passé.
HELICOIL®plus devient encore plus flexible, et se monte désormais partout où peut passer une vis
SONT DISPONIBLES CHEZ SOAZIG, AINSI QUE LES MACHINES ET OUTILLAGES DE POSE.
Böllhoff, la qualité au plus haut niveau, fabrique ses écrous en France, dans son usine de Chambery.
Rivkle Plus, le cœur de gamme, est réalisé par frappe à froid en très longues séries économiques.
Pour réaliser un assemblage vissé sur un matériau en feuille, l’écrou à sertir Rivkle est incontournable. Il apporte un taraudage résistant sur tout support en épaisseur fine, acier, alu ou composites, en apportant 2 fonctions : rivet et écrou.

Posé en aveugle, à tous stades de production, c’est une solution facile, réalisable par tout utilisateur. C’est une pose, sure, propre, reproductible et rapide.

(cliquez sur l’image pour aller à la fiche produit),
Et sur consultation peut vous procurer les autres produits de la gamme Böllhoff.
| Fut ouvert acier | Cylindrique lisse | Cylindrique moleté | Hexagonal | Semi hexagonal | Cylindrique fendu PN |
| Tête plate |  |  |  |  |  |
| Tête fine |  |  |  |  | |
| Tête extra fine |  | ||||
| Tête fraisée |  |  | |||
| Fut ouvert inox | Cylindrique lisse | Cylindrique moleté | Semi hexagonal | ||
| Tête plate |  |  | |||
| Tête fine |  |  |  | ||
| Tête extra fine |  | ||||
| Tête fraisée |  | | |||
| Fut ouvert alu | Cylindrique lisse | ||||
| Tête plate |  | ||||
| Tête fraisée |  | ||||
| Fut borgne acier | Cylindrique lisse | Hexagonal | |||
| Tête plate |  | ||||
| Tête fraisée |  | ||||
| Tête fine |  |
RIVKLE® : Un véritable écrou
Un écrou standard, associé avec sa vis de même classe (ex : vis 8.8 avec écrou classe 8) doit respecter un comportement dicté par les règles des assemblages vissés (ISO 898; ISO 16047; NFE 25-030, VDI2230). Par exemple, en cas de sur-sollicitation, le fusible doit être la vis (rupture) et l’écrou doit être réutilisable. Le RIVKLE® respecte strictement ces règles.
Le traitement de surface standard le Zn 8K+ 8 à 15 μm, garantit la meilleure résistance à la corrosion du marché standard (400h RR selon ISO 9227). Pour les plus exigeants, le fabricant peut étudier des fabrications avec des contraintes plus élevées.
Par la forme du corps de l’écrou : écrou à sertir cylindrique, écrou à sertir hexagonal
Par sa matière : écrou à sertir acier, écrou à sertir inox, écrou à sertir alu
Par la terminaison du corps de l’écrou : fût ouvert ou écrou à sertir fût borgne
La dimension du Rivkle se détermine par l’épaisseur à sertir. Le Rivkle Plus couvre en général une plage de sertissage comprise entre 0.5 et 3mm, les autres Rivkles de la gamme, en fonction du diamètre souhaité, des épaisseurs à sertir, ou de l’espace disponible dans la partie aveugle (ex sertissage sur un tube) , vont permettre de répondre à votre application.
L’écrou à sertir large plage, Rivkle Plus Nut, écrou au fût long et pré-fendu, apporte une réponse spécifique aux grandes épaisseurs, et aux matériaux fragiles. Sa pose nécessite de réaliser 2 fois le cycle de sertissage avec une machine classique, ou de disposer d’une machine spécifique à longue course.
L’écrou à sertir SFC, “Smart For Composites”, est spécialement conçus pour les applications en composites, la répartition des efforts axiale, sans effort d’expansion radiale.
Les outils de pose d’écrous à sertir Böllhoff sont reconnus pour leur fiabilité et leur efficacité.


Les machines pneumatiques à réglage de la pression (par une simple bague à code couleur) permettent à l’opérateur de poser des écrous de diamètres identiques sur plusieurs épaisseurs à sertir, les machines P1007 (M3 à M6) et P2007 (M4 à M10) sont devenus un standard de la pose d’écrous à sertir. La machine P2005 réglable par sa course, permet la pose d’écrous du M3 jusqu’au diamètre 12, une machine spécifique grands diamètres la P3007, pose jusqu’au diamètre 16.
La machine depose d’écrous à sertir sur batterie B2007, à technologie électrpo-hydraulique, utilise la même technique de sertissage que les P1007 et P2007 avec réglage de la pression.Elle est destinée à un usage intensif, industriel, pour des Rivklés de M3 à M10(alu ou acier), M3 à M8 (inox)
La pose manuelle des écrous à sertir est réalisable avec différents outils selon votre besoin, simple pince à main pour de petites quantités jusqu’au diamètre M6, pince à leviers, ou outil riveur à manivelle et cliquet pour une pose sans effort et la pose manuelle de grands diamètres (jusqu’à M12), ou quand l’espace disponible ne permet pas d’utiliser une pince à leviers.



Soazig préconise, stocke, et distribue depuis 1982 les rondelles de verrouillage Nord Lock. Depuis ses débuts en 1982, le Groupe Nord-Lock s’efforce de produire le meilleur système de sécurité pour assemblages vissés au monde.
Les défaillances des assemblages vissés ont deux principales sources : le dévissage spontané et le détarage, dû à la perte par tassement et à la relaxation des matériaux, problème devenu courant.
Les rondelles de verrouillage Nord-Lock sont basées sur la technologie avancée de l’effet de cames et sont reconnues pour leur capacité à empêcher le desserrage des assemblages vissés exposés à de sévères sollicitations dynamiques et vibratoires.
Les rondelles Nord-Lock sécurisent les assemblages vissés avec la tension au lieu de la friction. Le système comprend une paire de rondelles avec des cames d’un côté et une denture de l’autre. Etant donné que l’angle des cames est plus grand que l’angle d’hélice du filetage, un effet de rampe est créé par les cames, ce qui empêche la fixation de se dévisser spontanément.
Les rondelles Nord Lock sont disponibles en plusieurs versions
Rondelle NL
Rondelles acier Delta-Protekt, rondelle large acier Delta-Protekt, rondelles inox 316L et rondelles larges inox 316L (sur demande).
Rondelles NL-X séries,
Avec leur conception multifonction inédite, les rondelles Nord-Lock X-Series offrent une sécurité maximale contre le détarage et le dévissage spontané. Elles constituent une solution de sécurisation totale grâce à la combinaison de deux effets : l’effet de cames exclusif Nord-Lock, qui empêche le dévissage spontané, et un effet ressort exceptionnel, qui compense la perte de précontrainte causée par le détarage. C’est la solution idéale pour les applications excluant tout compromis.
Prouvé par essai de résistance aux vibrations de type “Junker”.
L’essai “Junker”, conformément à la norme DIN 65151, est considéré comme l’essai de tenue en vibration le plus sévère pour les liaisons filetées. Durant l’essai, l’assemblage est soumis à des déplacements transversaux alternés sous la tête de vis ou sous l’écrou pendant que la tension est mesurée en continu.
Essai de vibration :
Vis M8 (cl 8.8) serrée sur une longueur de 25mm.
L’essai Junker montre que la rondelle Nord-Lock a sécurisé de manière sûre la liaison vissée ; seule une faible partie de la tension initiale a été dissipée par l’effet des tassements naturels. La fonction de blocage opérée par l’effet de cames est vérifiée par la claire hausse de tension au cours du desserrage manuel. Tous les autres systèmes de freinage n’ont pas empêché le dévissage lors du test.
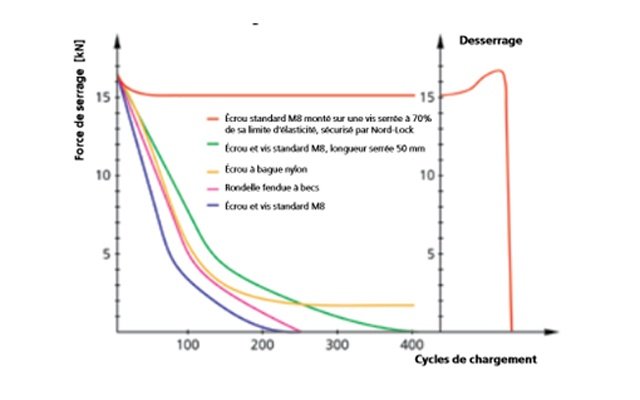
Un produit reconnu et validé au niveau mondial.
Les centres de recherche indépendants IMA (Allemagne) et CETIM (France) reconnaissent les rondelles Nord-Lock comme des éléments de sécurité sûrs pour les assemblages vissés, selon la norme DIN 65151.
Assurance qualité & environnementale
La clé pour des opérations sûres et performantes
Les rondelles Nord-Lock délivrent plus qu’une simple fonction de blocage, en les utilisant vous améliorez également la performance générale de vos assemblages vissés.
Avantages produit
Installation des rondelles
Les rondelles pré-assemblées s’installent par paire, cames contre cames. Nord-Lock recommande de lubrifier les fixations lorsque cela est possible.
Serrage
Les vis et écrous montés sur les rondelles Nord-Lock se serrent avec des outils standards. Les couples de vissage indiqués dans la brochure technique pages 9 à 11 permettent un serrage optimal de la visserie.
Desserrage
Desserrer les rondelles Nord-Lock est aussi simple que le serrage. Avec Nord-Lock, étant donné que la fonction d’anti-dévissage dépend de la géométrie et non-pas d’une hausse des frottements, le couple de desserrage est généralement inférieur au couple de serrage. Par conséquent, la fonction de blocage ne peut pas être vérifiée par la méthode du couple de desserrage.
Réutiliser Nord-Lock
Les rondelles Nord-Lock peuvent normalement être réutilisées. Comme toute fixation, leur usure doit faire l’objet d’une inspection avant remontage. Remonter les rondelles correctement, cames contre cames. Nord-Lock recommande de lubrifier les fixations avant réutilisation afin de minimiser la modification des frottements.
Nord-Lock recommande l’usage d’un lubrifiant haute qualité et anti-grippant, afin d’améliorer les performances au serrage. Ceci est particulièrement indiqué pour les vis de grand diamètre et les fixations en acier inoxydable. Le système de sécurisation à effet de cames Nord-Lock est efficace aussi bien en condition sèche que lubrifiée.
Les avantages notables de la lubrification des fixations sont:
Au cours du desserrage d’un boulon sécurisé par Nord-Lock, vérifier que le glissement se produit bien entre les cames.
Le détarage, la réponse avec les nouvelles rondelles Norl-Lock X-séries
Avec le développement de nouvelles techniques et de nouveaux matériaux, comme les composites résistants à la corrosion, le détarage dû à la perte par tassement et à la relaxation des matériaux est devenu un problème courant.
Les concepteurs doivent désormais tenir compte de caractéristiques inédites épais revêtements de surface pour lutter contre la corrosion, nouvelles technologies de composites sandwich, etc.
Les assemblages doivent aussi résister à des contraintes de différentes origines, notamment:
Perte par tassement. Lors de l’assemblage, les irrégularités à la surface des matériaux s’accommodent immédiatement sous l’effet de la pression, et une importante perte par tassement peut être observée dès les premières heures suivant le serrage.
Relaxation. Avec le temps, certains matériaux, tels que les métaux tendres, les composites et les polymères, deviennent plus compacts, ce qui entraîne une perte de précontrainte supplémentaire.
Les rondelles Nord-Lock originales – de première génération – sont reconnues dans le monde entier pour leur capacité à sécuriser les assemblages vissés exposés à d’importantes vibrations et sollicitations dynamiques. Avec sa nouvelle génération de rondelles X-Series, Nord-Lock fait entrer la sécurisation des assemblages vissés dans une nouvelle dimension.
La rondelle Nord-Lock X-Series est un nouveau produit exceptionnel qui offre aux utilisateurs des performances très élevées et un niveau de sécurité ultime, sans aucun compromis sur la sécurisation. Avec la X-Series, Nord-Lock innove dans le domaine de la sécurisation des assemblages vissés.
Une nouvelle génération de rondelles: Technologie à effet de cames pour empêcher le dévissage spontané, et Réserve élastique pour compenser le détarage, Montage et démontage simples et rapides à l’aide d’outils standard.

